Yveline LECLER, Jacques PERRIN & Marie-Claire VILLEVAL
Depuis un certain nombre d'années, de multiples transformations des modes d'organisation de la production ont vu le jour au sein des entreprises. La globalisation des marchés, les besoins accrus en variété et flexibilité, amènent en effet à revoir les conditions de la performance. Plus particulièrement, la compétitivité des firmes japonaises a placé l'organisation de son industrie, notamment automobile, en point de mire. Divers principes ont été retenus et introduits dans les entreprises occidentales, entrainant une certaine convergence des modes organisationnels, de la production d'abord et plus récemment de la conception des produits.
Mais parler de convergence des principes organisationnels ou des pratiques en vigueur ne renseigne pas sur les modalités d'introduction dans des ensembles nationaux caractérisés par des modèles industriels différenciées. L'étude de l'émergence du partenariat dans les entreprises françaises, comparativement aux modes de gestion des relations clients/fournisseurs au Japon (Lecler 1993), a par exemple permis de mettre l'accent sur la nécessité d'un apprentissage relationnel préalable dans les entreprises françaises dont les structures sont essentiellement tayloriennes. Alors que dans le cas du Japon, marqué par la diffusion du toyotisme, l'évolution partenariale des relations clients/fournisseurs s'inscrivait dans un continuum des pratiques issues du passé, le partenariat entrainait une remise en cause des routines et marquait une rupture avec l'organisation taylorienne des entreprises françaises. De même, les nouveaux processus de conception, qualifiés d'ingénierie simultanée ou concourante ou encore la gestion par projet, interrogent les principes tayloriens de la division du travail.
La littérature sur la gestion par projet, par exemple, est relativement abondante, mais elle se focalise généralement sur les constructeurs ; la relation avec les fournisseurs étant perçue à travers eux. Or la mise en oeuvre de l'ingénierie concourante transforme les liens et les relations qu'entretiennent clients et fournisseurs, impliquant une évolution organisationnelle, non seulement au niveau des constructeurs mais aussi au niveau des fournisseurs. A une époque où la prise en charge de la conception des composants ou des fonctions est de plus en plus confiée aux fournisseurs, et où par conséquent l'activité de conception est croissante chez ces derniers, les changements survenus dans ces entreprises méritaient selon nous d'être appréhendés directement, d'où le choix méthodologique d'une entrée par les fournisseurs.
Ainsi, cet article a pour but d'analyser comparativement l'organisation de la conception dans des entreprises françaises et japonaises, fournisseurs directs des constructeurs automobile. Les modalités de mise en oeuvre des nouveaux processus de conception, les transformations qu'ils induisent tant dans les entreprises elles-mêmes que dans les relations qu'elles entretiennent avec leurs clients... mises au jour à travers quelques études de cas approfondies sont replacées dans leur contexte national et discutées en référence aux institutions qui leur servent de cadre. Certes, dans chacun des ensembles nationaux, des différences par firme existent, mais sans nier l'importance de celles-ci, force est de constater qu'en ce qui concerne le thème étudié, ce sont les différences nationales qui prévallent et qui sont donc mises en avant dans la présentation.
Ainsi, après avoir brièvement énoncé les caractéristiques des nouveaux principes organisationnels en conception et vu comment se situait le problème dans les deux ensembles nationaux étudiés (point 1), nous tenterons à travers la description des modalités mises en oeuvre, des problèmes rencontrés et des solutions envisagées, dans les entreprises japonaises (point 2) et françaises (point 3), de mettre au jour les éléments de convergence entre le cas français, marqué par le taylorisme/fordisme et le cas japonais, marqué par le toyotisme (point 4).
Les constructeurs japonais d'abord, suivis plus récemment par leurs homologues occidentaux, voient dans les modalités de conception de leurs modèles une source de compétitivité, négligée jusque là. Ayant largement traqué les gains de productivité réalisables en production dans les décennies passées, il devient nécessaire dès les années 80 de trouver de nouveaux gisements. De plus, une certaine homogénisation des techniques et pratiques organisationnelles de la production rend la concurrence sur ce plan plus difficile. Par ailleurs, la globalisation des marchés, la modification des comportements de consommation créent une demande plus exigente en véhicules non seulement fiables et performants mais aussi correspondant au sens des valeurs, et aux modes de vie actuel, c'est-à-dire une demande pour des produits hautement diversifiés, répondant au besoin de chacun. Les évolutions technologiques rapides de ces dernières années permettent certes de s'adapter aux changements de perception des consommateurs, mais en même temps, la rapidité de diffusion des nouvelles technologies ou avancées scientifiques ne garantit à aucune firme la persistance d'un avantage concurrentiel à moyen ou long terme.
C'est donc sur la capacité à mettre plus rapidement sur le marché de nouveaux modèles attractifs que s'établit, au cours des années 80, les véritables enjeux de la compétitivité. Ceci entraîne une diminution de la durée de vie des modèles et impose une réduction des temps de conception de produits devenant plus complexes et incorporant des variantes toujours plus nombreuses. Pour faire face à ces nouvelles contraintes les entreprises mettent en oeuvre, plus ou moins rapidement et plus ou moins facilement, des méthodes de conception qualifiées d'ingénierie simultanée, d'ingénierie concourante...
Concevoir et fabriquer un produit n'est gage de succès pour une firme que si le marché est prêt à absorber celui-ci au moment de sa sortie. Compte tenu de la durée de développement d'un produit aussi complexe que l'automobile, de la lourdeur des coûts et de la durée de vie du modèle, il convient d'analyser, en se projetant dans le futur, les besoins et sensibilités des consommateurs. Mais quels que soient les efforts déployés, toute étude prospective a sa marge d'erreur. Seul un suivi permanent des attentes nouvelles des consommateurs, des changements dans les modes de vie, etc... peut permettre de réduire l'incertitude en ce domaine. Mais sans une remontée rapide des informations et leur prise en compte immédiate, ce suivi devient inutile. Or, toute modification de la conception du véhicule a un impact sur les fonctions prises en charge par les fournisseurs, d'où l'intérêt d'une implication précoce et permanente de ceux-ci.
Sur la base de ces quelques principes, l'importance centrale des interactions apparaît, qu'il s'agisse des interactions entre conception et production ou entre conception et marchés aval et amont.
Le rôle de cette capacité d'interaction dans une logique de réalisation en parallèle de diverses étapes est confirmée en terme de performance par les travaux de Clark et Fujimoto (1991). Les auteurs montrent en effet que c'est par ces différentes interactions et entre autres par la pratique du chevauchement des phases de conception ("stage overlapping") que les firmes japonaises ont pu, dans les années 80, concevoir leurs nouveaux modèles en quatre ans au lieu de cinq ans pour les entreprises américaines et européennes 1.
La pratique de chevauchement de phases consiste à ne pas attendre qu'une phase de conception soit achevée pour commencer les travaux de la phase suivante. Ceci nécessite des qualifications spécifiques de la part de l'organisation et des personnels concernés. Tous doivent apprendre à oeuvrer dans un environnement d'incertitude : les informations sont incomplètes et peuvent être remises en cause en fonction des choix alternatifs envisagés ; les spécifications peuvent être modifiées afin d'intégrer un nouvel élément technique ou de coût... Seule une intense communication et coopération entre les hommes, quelles que soient leur lieu d'affectation et leur position dans la hiérarchie ou encore leurs spécialisations respectives, peut permettre de gérer les conflits et de résoudre les problèmes qui émergent nécessairement de l'interactivité entre de nombreuses personnes simultanément impliquées.
Le chevauchement de phase implique aussi un autre rapport entre organisations. En effet, une implication simultanée et coordonnée des acteurs internes est insuffisante à l'efficacité du processus de conception. La communication entre constructeurs et équipementiers, puis entre équipementiers et fournisseurs/sous-traitants de ces derniers devient une dimension incontournable. Sans une coopération élargie qui dépasse les frontières de la firme, la démarche perd son efficacité et risque d'anéantir les efforts mis en oeuvre au niveau supérieur. Il ne s'agit pas simplement de déléguer la conception des ensembles aux fournisseurs, il faut qu'ils participent effectivement au projet, et ce très tôt dans le processus. Lorsqu'un projet est déjà relativement avancé, et donc partiellement figé dans ses grandes options, ce qui selon R. Lamming (1993) est une des caractéristiques fondamentales de la production de masse, la valeur ajoutée de conception que le fournisseur est à même d'incorporer au produit en développement ne peut pas toujours être prise en compte, faute de capacité à en intégrer les éléments a posteriori. Il en résulte un gaspillage de compétences préjudiciable aussi bien au client qu'au fournisseur.
Or la part de conception effectuée par les fournisseurs de sous-ensembles ("system suppliers") à l'industrie automobile est croissante 2. En effet, dans les années 80, ceux-ci ne travaillent plus sur les plans établis par les constructeurs mais élaborent leurs propres études de conception, garantissant au client/constructeur une grande compacité de ses projets tout en réduisant les délais de développement et assurant l'innovation sur l'ensemble des composants (Fujimoto 1993). La capacité de développer des ressources spécifiques en conception mais aussi le degré de confiance établi dans la relation deviennent dès lors des éléments essentiels de sélection parmi les fournisseurs.
Ainsi, les nouvelles méthodes de conception telles que l'ingénierie concourante, requièrent une coopération élargie à l'ensemble des parties prenantes du processus de production (la conception chez le fournisseur n'est pas autonome ; elle doit s'inscrire dans les rythmes et le chevauchement de phases du client) d'un véhicule perçu dans sa globalité, et étendue à tous les métiers qui le composent (les travaux sont en effet plus nombreux et relèvent de disciplines de plus en plus spécialisées : électronique, chimie, nouveaux matériaux, corrosion, vibration...). Sans cette coopération que nous proposons d'appeler globale, non seulement les nouvelles méthodes semblent difficiles à mettre en oeuvre, mais elles ont toute chance de constituer une source suplémentaire de dysfonctionnement entrainant une perte d'efficience par rapport au système antérieur (Clark et Fujimoto, 1991).
En résumé, l'ingénierie concourante appelle une coordination plus forte des activités, basée sur une coopération globale, non seulement formelle mais aussi informelle, entre tous les acteurs qui doivent être placés en situation d'interactivité permanente.
Tout d'abord, il convient de signaler à quel point la démarche comparative a été difficile, ce qui constitue en fait un premier résultat de la recherche. Malgré un questionnement de départ identique, il s'est très vite avéré que parler de l'organisation de la conception dans des entreprises françaises et dans des entreprises japonaises ne prenait pas la même signification. Les informations recueillies dans les deux ensembles nationaux sont donc relativement différentes, ce qui exclut une comparaison point par point des modes organisationnels.
Dans les entreprises françaises, c'est la gestion des projets, la répartition des rôles entre hiérarchie de métier ou de spécialisation et acteurs projets ainsi que la formalisation des nouvelles procédures de coordination/coopération qui sont sur le devant de la scène ; tandis que dans les entreprises japonaises, ce sont les nouveaux dispositifs de tests ou d'essais pour améliorer la qualité, la réalisation des prototypes, la nécessité de réduction des coûts (par standardisation ou commonalité des composants, par suppression de la sophistication excessive...) qui étaient au coeur des préoccupations. En d'autres termes, alors que les entreprises françaises expliquaient leur démarche de conception à travers le fonctionnement (et les difficultés) des équipes projet, les entreprises japonaises présentaient la place des structures de conception dans leur organisation fonctionnelle, les différentes étapes et leur positionnement dans le temps, les personnes impliquées... et les excès accumulés au fil du temps.
Ceci ne signifie pas que la conception ne soit pas un enjeu tout aussi important pour les entreprises françaises que japonaises, mais cela correspond à la différence d'une part dans la durée d'expérience acquise de ces nouvelles pratiques et d'autre part du cadre institutionnel dans lequel elles prennent place. En effet, la mise en oeuvre de l'ingénierie concourante est encore très récente dans les entreprises françaises étudiées et se cumule avec une gestion par projet encore peu rodée ; tandis que les changements ont été initiés dès le début des années 80 dans les entreprises japonais qui fonctionnaient déjà dans une logique projet bien ancrée et disposaient de mécanismes de coopération mobilisables à cet effet. C'est donc bien sur le mode d'apprentissage de ces nouvelles pratiques et sur les structures institutionnelles de référence que se focalise l'appréhension des différences. Ce constat amène à privilégier une approche en terme de "modèles industriels nationaux", qui en gommant les différences par firmes ou plus exactement par constructeur client 3, a le mérite de faire ressortir le rôle ou le poid des institutions et des apprentissages nécessaires pour passer d'un modèle à un autre.
C'est du moins ce que nous allons tenter d'illustrer à travers la description de l'organisation et des pratiques de conception dans les entreprises japonaises puis françaises étudiées.
Un premier enjeu est de rapprocher la conception des centres de production afin de dynamiser les interactions conception/production. Dans l'histoire de certaines entreprises, la mise en oeuvre de cette orientation n'a pas été sans poser des problèmes avec les ingénieurs et techniciens lorsque il a fallu délocaliser les bureaux d'étude dans des unités de production à l'extérieur des centres urbains. Ceci rejoint un problème plus global : l'extension des capacités de production conduit à délocaliser en raison des prix du foncier ; mais l'éloignement des centres urbains renforce les difficultés de recrutement ; le compromis est parfois difficile à établir.
Un second enjeu consiste à susciter le développement des apprentissages et des savoir faire de conception en regroupant les activités de conception de plusieurs produits. Dans certaines firmes multi-produits, cette orientation a conduit à recentrer les activités de conception sur un même site. Dès lors, la poursuite de cet enjeu peut devenir contradictoire avec le précédent puisque les interactions conception/production peuvent en être rendues plus délicates.
Un compromis consiste à regrouper au sein d'un même département les activités de conception, qui restent néanmoins physiquement délocalisées auprès des unités de production spécialisées. On aboutit ainsi à une organisation matricielle permettant aux personnels de conception de gérer leur double appartenance : les unités de production d'une part et le département conception / développement de produit d'autre part.
Les apprentissages par interactions entre les différentes activités est également obtenue grâce à l'existence de structures transversales qui regroupent ponctuellement les responsables (chefs de département et au-dessus) des diverses unités engagées dans la R et D et la conception. Ainsi, par exemple dans l'une des entreprises, groupe multi-activité, une sorte de club inter-application permet la mise en commun des avancées réalisées dans tel ou tel domaine. Qu'il s'agisse d'un principe nouveau issu de la division centrale de la R et D ou d'une innovation produit mise au point dans l'un des départements de conception, les informations circulent ainsi dans toute la structure. Le but de ces réunions est "de permettre une capitalisation des expériences sur un plan transversal, de garantir la synergie entre les domaines d'activité et d'éviter que chacun ne refasse de son côté ce que d'autres ont déjà résolu". Ce "club" n'a toutefois pas pour vocation de faire du développement en coopération et reste bien un instrument de coordination et de diffusion des avancées technologiques quelle que soit la localisation physique des acteurs.
Par rapport aux pratiques françaises, les firmes japonaises visitées intègrent des centres techniques très importants, spécialisés dans la construction de prototypes et la réalisation d'une très grande diversité de tests et contrôles. Ces centres sont dotés de matériels de mesure et de contrôle nombreux et très perfectionnés ; ils emploient des ingénieurs et techniciens très spécialisés, à la différence des activités de conception stricto-sensu qui nécessitent des compétences plus larges. Dans plusieurs entreprises ces activités de tests sont situées à proximité des sites de production, elles sont le plus souvent insérés dans la même structure organisationnelle que la conception, formant les "design departments" ou centre technique d'ingénierie, spécialisés par ligne de produits.(cf encadré 1). Les départements de conception constituent, dans la plupart des cas, des structures autonomes par rapport aux départements des techniques de production qui ont la charge de faire évoluer ces dernières et de mettre en oeuvre et tester de nouvelles capacités de production, assurant par là une partie des tâches du service des méthodes. Dans certains cas toutefois, département de conception et département des techniques de production sont regroupés de façon à faciliter la cohérence des innovations.
Ces centres techniques ne doivent pas être interprétés uniquement comme lieux d'essais et de tests. En fait, un "produit joint" de ces activités est la production de nouvelles connaissances technologiques (engineering knowledge) qui permettent d'améliorer la conception des produits. La multiplication des expérimentations et des contrôles, en faisant varier successivement différents paramètres et variables de construction et d'utilisation des produits, a toujours occupé une place importante dans les processus de production de connaissances dans les sciences de l'ingénieur (engineering science). Ce type de relations qui se tissent entre les concepteurs et les techniciens des tests et essais suggère de compléter notre compréhension de l'innovation et de mettre en avant le processus de R-D-E (Research-Development-Engineering). Il faut néanmoins souligner que le mot développement n'a pas la même signification dans le concept de R-D et de R-D-E : dans le premier, il désigne les activités de développement expérimental qui suivent les phases de recherche fondamentale, tandis que dans le second il désigne l'ensemble du processus de conception et de développement de nouveaux produits (Product Development).
La relation directe qu'entretiennent les concepteurs ayant à prendre en compte une vision globale de leur produit avec des spécialistes pointus capables d'analyser à travers quelques tests un petit bruit ou une légère surchauffe, permet de gagner un temps précieux. En effet, si les tests et essais sont prévus et donc codifiés dans la démarche de conception à des moments bien précis du projet, tout dessinateur peut aller consulter à tout autre moment un technicien du laboratoire pour discuter avec lui du problème qu'il rencontre. Le passage par la hiérarchie n'est nécessaire que si le technicien doit alors réaliser un test particulièrement coûteux (cas de JA par exemple).
| L'entreprise JA est aujourd'hui un groupe pluri-activité (principalement fournisseur de l'automobile) qui s'est diversifié par applications successives d'un produit de base. C'est une des applications automobile qui servira ici d'illustration.
Le développement et la conception de nouveaux produits sont confiées aux structures suivantes : * La division centrale de R et D où une vingtaine de personnes s'occupent de l'application x (site différent des départements ci-dessous). * Le centre technique d'ingénierie de l'application x, 228 personnes toutes diplômées d'université (même site que la production) - Département d'ingénierie (conception produit) - Laboratoire de tests et expérimentations (tests et essais produits) - Département techniques électroniques (conception + tests et essais électroniques). Compte tenu des évolutions du produit (de plus en plus d'électronique), de nouveaux tests sont nécessaires. Un troisième laboratoire ouvert en 1994 porte la superficie occupée par cette activité à plus de 1000 m2. Au total, l'entreprise consacre plus de 100 millions de yens par an aux investissements en équipements de tests et expérimentation. |
Si donc la localisation des structures de conception constitue un enjeu pour les firmes, c'est que la coopération globale se nourrit de ces relations quotidiennes que peuvent entretenir les hommes. La communication, la transmission large des informations, les fréquentes réunions mais aussi et surtout les discussions et échanges informels favorisées par la proximité sont autant de facteurs clefs dans la dynamique actuelle (Clark, Fujimoto 1991). L'informel joue en effet un rôle important dans la réussite d'un projet même s'il ne peut se substituer à des règles et procédures établies et reconnues par tous. Ces règles et procédures permettent de structurer la démarche, de doter chaque intervenant d'un même language, de contrôler le processus et d'assurer la coordination de l'architecture d'ensemble, mais les routines qu'elles suscitent entrainent nécessairement une rigidité contraire au besoin de réactivité immédiat que requièrent les nouvelles pratiques de conception. Un des enjeux majeurs est donc de codifier suffisamment les procédures pour que l'ensemble prenne corps et que les dérives soit minimales sans pour autant figer les relations interpersonnelles spontanées, source de résolution rapide de problèmes par interactivité immédiate des acteurs.
Cette codification prend la forme d'un document d'une centaine de pages et de diagrammes Pert internes à l'entreprise. Il s'agit à la fois de règles impératives de conduite (la désignation du service responsable aux différentes étapes du processus par exemple) et d'un guide de la coopération définissant les marges dans lesquelles l'action collective et individuelle peut et doit se développer. Cette codification, qui s'appuie sur l'expérience, laisse une marge d'interprétation importante mais réduit néanmoins les risques de conflits d'interprétation.
| Phases | Étapes et procédures | Acteurs |
|---|---|---|
| Planification de produit | 1. détermination du prix objectif
2. exécution des premiers schémas 3. analyse des modes de défaillances (AMDEC) 4. analyse des licences | commercial, production
responsable : commercial |
| Conception | 5. rédaction des documents de conception
6. réunion nouveau produit 7. plans d'essais 8. confirmation de la décision de développer 9. réunion d'expérimentation 10. construction de prototypes 11. exécution de tests 12. évaluation résultats, si négatif retour à 9 13. propositions pour améliorer les résultats | gestion de la production,
division technique, achats, qualité, essais, R-D et consultations fournisseurs responsable : division technique |
| Préparation
de la production | 14. préparation de la production
15. plan de production 16. préparation de la production de masse 17. début de la production de masse | responsable : production
choix des fournisseurs |
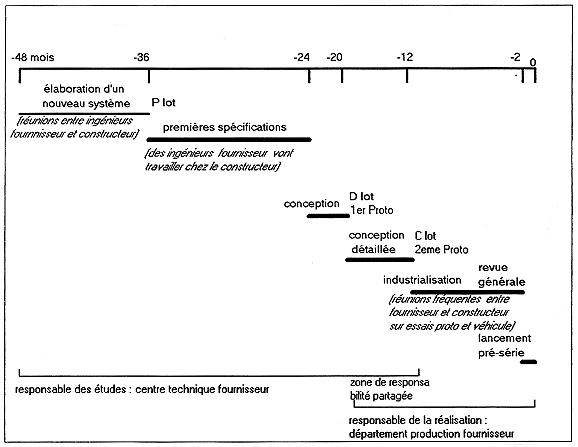
Ces documents, résultant d'une production interactive et non bureaucratique, découpent le processus de conception en phases principales et en étapes dont les noms peuvent varier d'une entreprise à une autre. Les règles incluses dans ces documents précisent également : la durée de chaque phase, les différents services ou personnes impliqués, les travaux à réaliser, les documents sur lesquels s'appuie le début d'une phase et ceux à rédiger à la fin de chaque phase, les personnes chargées de prendre la décision de passer à la phase suivante, de refaire des études complémentaires ou d'arrêter le projet. Un tableau récapitule l'ensemble de ces informations, permettant d'avoir rapidement une vue globale du processus et de le caler sur le temps du projet (cf. encadré 2).
En général, l'ensemble du processus de conception est prévu sur 36 mois mais dans la réalité il est maintenant (1994) de 48 mois. En effet, un an avant le lancement d'un nouveau modèle constructeur, la réflexion s'engage chez le fournisseur pour concevoir un nouveau système à proposer de manière anticipée au constructeur ; c'est le P. lot, phase pendant laquelle les échanges sont déjà nombreux entre ingénieurs du constructeur et ingénieurs du fournisseur.
De -36 à -24 mois, les premières spécifications arrivent, mais à ce stade le concept est encore flou, c'est la préparation du D. lot. Des ingénieurs du fournisseur vont travailler chez le constructeur (un an comme guests engineers par exemple).
A -24, le concept se précise et commence alors réellement le processus de conception interne avec élaboration du premier prototype de conception. Parallèlement, certains fournisseurs de 2° rang sont consultés.
A -20 mois, tous les grands éléments, toutes les fonctions principales sont décidées et la décison de faire ou faire-faire intervient ; les fournisseurs de 2° rang sont alors associés. Après un premier feed-back sur l'ensemble commence la conception précise, élément par élément, en intégrant les aspects de production.
De -20 à -12 mois, les différents composants sont conçus, de même que les processus de production et les équipements. Intervient alors le deuxième prototype qui intégre toutes les données précises et qui est testé par montage sur le véhicule, lui même au stade de prototype, c'est le C. lot ; des ingénieurs du constructeur viennent fréquemment chez le fournisseur pendant cette période. Ceci marque la fin de l'étape dite prototype de conception qui est sous la responsabilité du centre technique.
Entre -19/18 et -12 mois, il y a chevauchement des responsabilités entre le centre technique et la production, c'est la période de transition entre prototype de conception et prototype usine.
A -11 environ, le chevauchement se termine, la phase de prototype usine commence sous la responsabilité de la production (production engineering department). Les essais se font en grandeur nature sur le véhicule afin de vérifier le fonctionnement du système. C'est donc une phase pendant laquelle interviennent de nombreuses modifications de conception par résolution en cascade des problèmes et défauts mis au jour. Il peut arriver que les moules qui à ce stade sont déjà fabriqués soient à refaire. Cela fait partie des risques fournisseur s'il y a eu mauvaise interprétation des données du constructeur. Certains fournisseurs estiment qu'à l'avenir ce risque ne pourra plus être supporté et que les moules seront fabriqués plus tardivement. Ceci aura pour effet de rallonger la durée du processus de conception, mais la tension sur les coûts rend cette évolution nécessaire.
Jusqu'à -1,5 c'est la préparation de
l'industrialisation avec lancement en petites séries sur
les lignes. La qualité et la planification des prix suit
le projet quelques mois au delà du lancement.
Encadré 4 : Les réunions de fin de phase chez JC
| - (-33 mois) P lot : cette réunion a pour but de décider la conception ou de l'abondon du nouveau système proposé au constructeur.
- (-24 mois) le concept est figé et commence réellement le processus de conception ; certains fournisseurs de JC sont associés. - (-20 mois) D lot : cette réunion a pour but de décider de la fabrication ou de l'abandon du projet ; fourniture du premier prototype ; les fournisseurs de JC sont associés à la conception.. - (-12 mois) C lot ; fourniture du deuxième prototype qui est testé sur le véhicule prototype. - (-2 mois) revue générale : cette réunion de synthèse a pour objectif de faire le bilan avant le lancement des pré-séries. N.B. : Par ailleurs des réunions programmées ou spontanées ont lieu pratiquemment tous les jours pour les divers ajustements nécessaires. Elles sont complétées par des échanges quotidiens inter-personnels en fonction des besoins des uns et des autres, y compris avec les ingénieurs du constructeur |
Pour mener à bien ce processus, des équipes projet sont constituées. Chez JC, groupe multi-produits dérivés d'un même métier exclusivement automobile, les équipes projets fonctionnent par composants 4. Chaque équipe est formée d'une dizaine de personnes mais cela varie en fonction des moments du projet. Lorsque le besoin se fait sentir, une ou deux personnes de tel ou tel domaine sont ajoutées. Ces équipes gèrent 5 à 7 projets en même temps, en fonction du nombre de véhicules, des constructeurs et selon les différents pays.
Lorsqu'un fournisseur développe également des produits propres qui s'ajoutent à la production réalisée pour l'automobile (cas de l'entreprise JC depuis 1991), il développe alors deux procédures de conception différentes. La division des activités de conception en deux catégories est d'ailleurs de plus en plus fréquente chez les équipementiers. Beaucoup ne se contentent en effet plus d'être suiveurs dans la démarche de conception. Ils se dotent de structures spécifiques afin de développer une force de proposition en termes de nouveaux produits/fonctions (cas de JA et de JB).
| Service de planification des prix (localisé au siège) - | -48 à +2 (sans responsabilité) |
| Serv. commercial de la div. commerce/marketing domestique) | -47 à 0 (sans responsabilité) |
| Service clientèle (idem ci-dessus) | -47 à 0 (resp. après lancement) |
| Département conception applic. x de la division ingénierie | -48 à +x (responsable-48 à -20) |
| Départ. opérations internationales de la division internationale | -46 à -19 |
| Département d'ingénierie de production de la div. fabrication | -46 à - 16 (resp. à partir -11) |
| Division approvisionnement (localisé au siège)) | -46 à +2 |
| Département gestion de production de la division fabrication | -46 à 0 |
| Département développement prototypes de la div. ingénierie | -30 à -14 |
| Département assurance qualité (localisé au siège) -48 à +3 (temps forts | -48/-33/-5 à +2) |
| Département des brevets (localisé au siège) | -39 à -16 |
- la conception des produits pour l'avenir, c'est à dire ceux qui seront mis sur étagère en attendant ou proposés aux clients potentiels mais en dehors de la sortie d'un nouveau modèle. Ce groupe que nous pourrions appeler "groupe de développement pro-actif" (au sens où sa mission est de devancer la demande des clients et de les guider dans le choix des futures options à retenir), n'a pas la contrainte de les développer en 3 à 4 ans comme dans le cas ci-dessous.
- la conception des produits à mettre sur une voiture au prochain changement de modèle et qui correspondent à l'annonce, faite par un constructeur trois ans avant la sortie d'un nouveau modèle, des modifications qu'il souhaite apporter à un produit antérieur ou un produit proposé par avance. Le projet, calé sur le timing du constructeur, s'engage alors en fonction de ces informations.
Si les modalités de conception sont généralement les mêmes dans un cas comme dans l'autre (nombreux intervenants, phases et revues de phases, etc...) ce dédoublement des activités de conception entraîne pour l'entreprise une nouvelle étape dans la coordination des activités et la coopération des acteurs.
Pour tenir compte de la double nature de la conception, le département d'ingénierie (cf. encadré 1 ci-avant) est divisé en services par constructeurs auxquels s'ajoute le groupe de développement pro-actif. Chacun de ces services est composé de plusieurs équipes par spécialités technologiques ou types de pièces. Ce sont ces équipes qui forment des groupes projet/conception. Les responsables de projet sont toujours des chefs de département. Un chef de département suit tous les projets qui concernent son département. La légitimité des hommes-projet par rapport à la structure hiérarchique ne se pose donc pas puisque les deux se confondent. La coordination horizontale et la coopération d'acteurs professionnels différents est assurée par la structure elle-même qui est à la fois verticale (hiérarchie) et horizontale (regroupement de professionnalités différentes) et surtout par les procédures de participation et les nombreuses réunions qui ont lieu.
S'appuyant sur les informations issues tant du commercial que de la R et D ou encore des structures transversales, le groupe de développement pro-actif définit le concept du nouveau produit à partir duquel s'engage le projet. Les coûts sont pris en compte dès ce stade, un fichier informatisé permettant de chiffrer les différents choix. Le concept une fois défini, intervient la décision de poursuivre ou non. Si le produit semble pouvoir répondre à un objectif de coût rationnel et s'il s'intègre bien à la stratégie de l'entreprise, le projet continue. Les fournisseurs sont consultés notamment pour affiner les coûts. Les études sont alors faites afin de dégager les spécifications précises et un premier prototype ainsi qu'une succession de tests sont réalisés. Suivent trois étapes successives de prototypes, évaluation et estimation. Chaque étape dure de 6 mois à un an selon les cas, l'ensemble de la démarche prend environ deux ans.
Dès le premier prototype, celui-ci est proposé au client. De cette façon, il peut intégrer le nouveau concept à ces projets à venir. Si la proposition est acceptée et si le constructeur décide de prendre ce nouveau produit, le projet passe alors du groupe de développement pro-actif au service conception dédié au constructeur en question. Dans certains cas les ingénieurs/techniciens sont transférés avec le projet dans le service constructeur mais ce n'est pas systématique. S'il n'y a pas de demande immédiate, le nouveau concept est mis en attente sur étagère.
Les informations sur le nouveau modèle que développe le constructeur sont fournies trois ans avant la sortie. La première année, le constructeur travaille à partir d'anciens modèles de la fonction x ou à partir des propositions de nouveau concept portés par avance à sa connaissance. La conception/constructeur ne commence donc chez JA qu'à moins 22 mois. A partir de ce moment, le projet suit le planning du constructeur et se déroule de façon classique.
- la démarche de conception et de développement de nouveaux produits, bien que tout à fait codifiée, laisse une grande marge de manoeuvre aux acteurs impliqués pour traiter des problèmes par échanges inter-personnels informels. Cette codification s'élabore de plus a posteriori ; elle constitue en quelque sorte une formalisation de l'expérience acquise et des apprentissages collectivement acquis. Soulignons qu'aucune des entreprises enquétées ne parlait d'ingénierie concourante ou même de gestion par projet. Certes il existe des équipes projet, certes elles utilisent des procédures d'ingénierie concourante, mais ces organisations et pratiques semblent beaucoup moins formalisées et structurées que dans les entreprises françaises. Les chefs de projet, par exemple, ne sont pas investis par lettre de mission ou par un contrat spécifique.
- Les principales pratiques d'ingénierie concourantes observées sont les suivantes :
- l'implication de nombreux intervenants ainsi que des fournisseurs débute bien dans les toutes premières phases du processus.
- la conception des équipements est bien intégrée à la démarche et débute très tôt. La réalisation de ces équipements est même parfois jugée trop précoce. La conception des composants et de leur moyen de production se fait également simultanément.
- la relation avec le construteur est intense : échanges inter-personnels par circulation des hommes, pratique des guest engineers, etc...
- les chevauchements de phases et de responsablité sont fréquents, tout comme le passage de responsablité d'un chef de projet à un autre entre diverses phases. Des personnels glissants assurent néanmoins la continuité.
- les conflits entre concepteurs et producteurs ou entre concepteurs et commerciaux ne sont pas exclus dans les entreprises japonaises comme dans les autres, les compromis étant obtenus par discussions et échanges. Par contre, le problème de l'interaction entre les services fonctionnels n'est jamais évoqué et ne constitue nullement un point de débat interne aux entreprises japonaises.
- toute la démarche est conçue pour réduire les délais de conception, et dans une certaine mesure ne cherche pas à optimiser les coûts, ce qui constitue un des problèmes des années 90 que l'on peut qualifier de "fat design" 5.
Avant de revenir sur ces points, il nous reste à voir ce qui se passe dans les entreprises françaises qui, quant à elles, parlent bien de la gestion par projet et/ou de l'ingénierie concourante.
Pour la plupart des fournisseurs, ce sont les constructeurs qui ont impulsé la démarche de changement. Les choses ont commencé à changer chez les fournisseurs/sous-traitants français autour des années 85, mais c'est alors davantage la qualité totale qui va entrainer les premières évolutions du métier (cas de FA) ou de la façon de travailler (cas de FB). Par contre, à la fin des années 80 et au tout début des années 90, les constructeurs ayant besoin de se désengager du développement des fonctions et systèmes, les nouvelles méthodes de conception adoptées par eux dans les années 80, vont s'imposer aux fournisseurs. Dans tous les cas elles impliquent la constitution d'une structure projet ou la modification de la structure projet existante. Elles entrainent également un accroissement des bureaux d'études : par exemple, celui de FB passe de 8 techniciens essais en 1991 à 13 en 1994 et de 6 cadres et ingénieurs à 12 en 1994. La nécessité de compétences nouvelles est gérée par recrutement sur le marché du travail de jeunes ayant acquis quelques années d'expérience dans la démarche projet, mais elle provoque également de lourds investissements en formation que ce soit pour les bureaux d'études ou pour les autres personnels. Dans le cas de FA, plusieurs plans de formation ont été élaborés, parfois avec l'aide d'une société de conseil pour ancrer la logique projet dans les mentalités. En 1993, 160 personnes ont été formées représentant 6500 heures de formation.
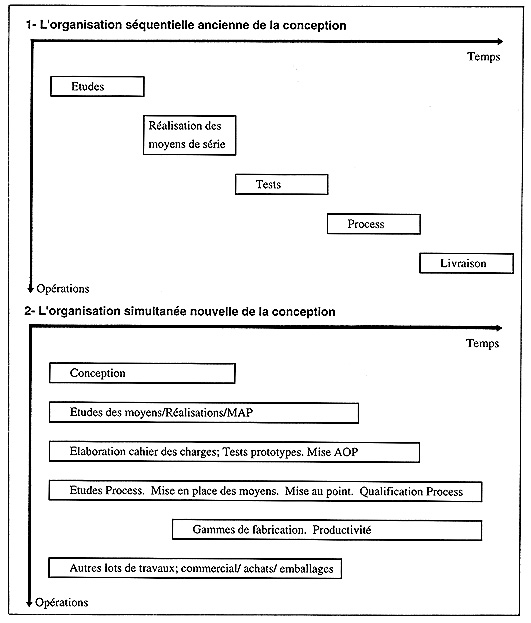
La complexification des processus de production liée à la fourniture d'une fonction complète se ressent dès les phases de conception. L'organisation de la conception est désormais simultanée et non plus séquentielle comme auparavant (cf. encadré 6). La définition de "lots de travaux" permet de travailler en parallèle et de réduire le nombre d'interlocuteurs. De plus, les implications sur le processus de production sont prises en compte plus en amont qu'auparavant. L'expertise de la société ne réside plus dans l'injection du plastique mais dans la fourniture d'une fonction selon une approche de type performance globale. Cette approche suppose d'intégrer dès l'amont les conditions de fabricabilité dans les usines et chez l'utilisateur final. Auparavant, les interactions conception/production étaient limitées : les chargés d'affaires arrêtaient leur travail au moment de la présentation des échantillons initiaux au client puis ils passaient le relais à la production. Désormais, le responsable industrialisation dans les usines devient le chef de projet au moment de la série probatoire interne et il existe un recouvrement entre conception et production. C'est le service qualité qui présente à l'usine du client le nouveau produit avec le technicien ; l'équipe-projet reste constituée six mois après le démarrage en série pour suivre l'apprentissage en production.
Pour accompagner cette évolution et favoriser les interactions, FA met en oeuvre en 1994 un changement organisationnel important qui tend vers une organisation matricielle dont le but est de croiser structure hiérarchique et structure projet. Afin de mobiliser sur un même objectif des compétences différentes et de susciter la coopération et interactivité entre ces compétences, l'entreprise s'appuie sur la gestion par projet.
Le passage du séquentiel au simultané s'accompagnent d'une évolution des représentations de l'organisation : les représentations mécaniques (les structures organisationnelles sont perçues comme des "courroies de transmission") laissent la place à des représentations en termes de flux et de réactivité, relevant davantage du domaine de l'information ou de la cybernétique.
La priorité donnée au flux, à l'interactivité, amène à privilégier le découpage par produit qui peut conduire à regrouper toutes les fonctions (marketing, conception, production, qualité, …) au sein de départements produits spécialisés, ou à organiser les bureaux d'étude par lignes de produit en renforçant les relations du bureau d'étude avec le service commercial. Le service méthode peut lui aussi être spécialisé par ligne de produit ou voir une partie de ses activités incorporées au sein du bureau d'étude. Cette organisation fonctionnelle par produit/système, éventuellement croisée avec une sur/sous-organisation par client, est déjà ancienne dans les entreprises japonaises qui l'ont généralement adoptée dans les années 70.
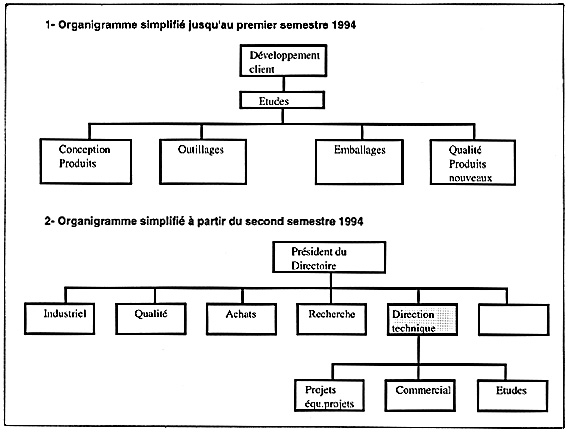
En outre, dans l'entreprise FA, le bureau d'études a été rattaché à une nouvelle direction "Développement Technique" (incluant les projets, les études et le commercial), afin de renforcer la présence du marché et des clients en conception (encadré 7).
Ces changements se traduisent par une diminution du nombre des niveaux hiérarchiques en conception. Le nouveau secteur projets regroupe une douzaine de chefs de projets. Dans l'ancienne organisation du bureau d'études, il n'y avait pas de chefs de projet mais des chargés d'affaires dirigés par des chefs de groupe eux-mêmes supervisés par des chefs de secteur. Les responsabilités des chargés d'affaires étaient limitées aux seules études. Désormais les chefs de projet, spécialisés par ligne de produit, assument la gestion des projets depuis les premières études avec le client jusqu'au démarrage en production. Une des conséquences de ce changement est un accroissement du pouvoir des chefs de projet notamment par rapport aux "hiérarchiques" des usines qui apparaissent de plus en plus comme distributeurs de ressources au profit des équipes de projet et comme "contrôleurs" en cas de problème. Ce type de situation peut devenir intenable lorsque les chefs de projets dynamiques et reconnus comme efficaces pour l'entreprise passent au-dessus des responsables hiérarchiques pour résoudre des problèmes ponctuels.
Dans les entreprises étudiées, la division du travail opérée par la gestion par projet se réfère aux principes suivants :
Le chef de projet est nommé par la direction de l'entreprise ou son représentant. Sa mission fait l'objet de documents écrits qui prennent souvent la forme d'un contrat et d'une lettre de mission qui l'engagent directement vis-à-vis de la direction de l'entreprise. Il mène son activité à travers un contact direct avec les clients et avec la direction de l'entreprise (entreprises FA et FB).
Sa fonction est composite : coordonner les activités qui concourent à la réalisation du projet, assurer l'animation de l'équipe-projet et la mise en pratique des conventions et codes de coopération, assurer la gestion financière du projet. Il a une totale responsabilité du résultat, y compris en termes financiers. Ses compétences spécifiques sont constituées de savoirs d'interface (Moisdon, Weil, 1992), de négociation et de transaction mais aussi de régulation entre les compétences de métier.
Il bénéficie généralement d'un mandat ponctuel. La mission prend fin lorsque le projet est achevé (pour un nouveau produit, l'achèvement de la mission correspond au passage en production pour FA, le responsable industrialisation prenant le relais ; ou après une période d'observation de la production pour FB, un chef de suivi de projet étant ensuite nommé). La pratique est toutefois la reconduction de la personne dans des missions successives.
L'équipe-projet est composée de personnes
appartenant à des départements fonctionnels ou à
des centres de compétences (voir exemple de FB, encadré
8). Ces personnels, dotés de savoirs de métier,
ont à gérer en liaison avec le responsable du projet
et avec leurs responsables hiérarchiques, leur double appartenance.
Le travail de l'équipe-projet est scandé par des
réunions d'étape auxquelles participent la direction
de l'entreprise ou ses représentants et au cours desquelles
sont prises ou confirmées les décisions importantes
concernant le projet. L'équipe-projet réunit des
compétences d'origines très diverses, compétences
scientifiques, techniques et savoirs plus pratiques. Elle a vocation
à faire "descendre" plus en aval les connaissances
scientifiques et techniques et à faire "remonter"
vers l'amont la mobilisation des savoirs pratiques.
Fonction chef de projet : Elle est apparue en 1990. Chef de projet : Il ne rend des comptes qu'au PDG ; il appartient généralement au Bureau d'Etude et Essais. Sous le chef de projet "usine" et dépendant de lui se trouvent des chefs de projets "thématiques" : Méthodes, Qualité, Achats, Etudes/Essais, trois responsables composants x, y et z (métiers différents). Un chef de projet thématique a généralement une autre fonction opérationnelle. Le chef du projet usine pour un produit x peut être simultanément chef de projet thématique pour un produit y et donc sous l'autorité d'un chef de projet thématique de l'équipe qu'il dirige. La responsabilités du chef de projet-usine concerne : le planning, la conception, la circulation des informations dans l'entreprise et avec le client. "Il peut être considéré comme un chef d'orchestre en interne". Un projet comporte de 800 à 900 étapes qui sont formalisées dans un document (méthode du constructeur/client principal). L'équipe projet usine cesse son activité environ 6 mois après le lancement (après résolution de tous les problèmes). Un chef de suivi du projet est alors nommé. Une rotation est possible entre chef de projet-usine et chef de suivi de projet. Pour donner un prix indicatif réaliste au client sont consultés dès le début les services achats, méthodes et financier. L'implication des services en amont s'est faite petit-à-petit et se fait de plus en plus tôt. Aujourd'hui la tendance est à consulter aussi les fournisseurs dès ce stade. Une réunion de projet a lieu toutes les 4 à 6 semaines. Les participants sont les membres de l'équipe projet auxquels s'ajoutent ponctuellement tout spécialiste utile aux problèmes à traiter et bien sûr les fournisseurs. Un seul homme finance suit de l'extérieur tous les projets. Il est donc surchargé, ce qui constitue une faiblesse du système. Toute réunion projet donne lieu à la rédaction d'un compte-rendu diffusé dans l'entreprise. La structure projet est considérée comme très importante aussi bien pour : - Les nouveaux projets - Le suivi permanent du projet après l'entrée en fabrication car des améliorations et modifications ont lieu en permanence soit sur le produit, soit dans son industrialisation. Un groupe d'amélioration production (sans rapport avec la conception) est néanmoins chargé de faire remonter les informations avec pour objectif que ces améliorations (réalisées ou différées pour cause de coût) puissent être prises en compte dans les projets à venir. |
Pour remplir leur rôle, les équipes-projet disposent de différents outils de coordination.
Les outils informatiques et le "travail sur plateau", initié par certains constructeurs automobiles, ont vocation à favoriser les interactions immédiates nécessaires à la définition des principales caractéristiques d'un projet et des prix objectifs des divers sous-ensembles. Durant cette phase, le constructeur rassemble, sur un même lieu et sous la responsabilité d'un chef de projet, les principaux techniciens (30 à 40 personnes) de son bureau d'études et de ceux de ses principaux fournisseurs ou sous-traitants. Sur le plateau, les techniciens travaillent à partir de maquettes (lesquelles sont réalisées de plus en plus tôt, dès la phase expert) et à l'aide de logiciels de CAO interconnectés.
Les techniciens des fournisseurs qui participent au travail sur plateau chez le constructeur sont en liaison régulière avec les responsables industrialisation et outillages des unités de production qui auront en charge la fabrication des sous-ensembles. Les responsables qualité interviennent également pour fixer avec le constructeur les critères de qualité et les modes de validation pour les différentes phases de production, y compris l'assemblage. Les différents intervenants d'un même fournisseur font partie d'une même équipe-projet. Les réunions d'avancement (une fois par semaine sur le plateau) et les revues de projet lors du passage d'un jalon constituent un autre outil organisationnel de coordination. Mais leur qualité dépend en partie des réflexes à communiquer. Le travail sur plateau impliquant plusieurs fournisseurs pose des problèmes quant à la mise en commun de savoirs confidentiels : la confiance doit jouer en l'absence d'un code déontologique.
Les outils marchands tels que les prix objectifs et les budgets partiels sont un autre moyen de coordination mais aussi de négociation. Ces budgets servent aussi à révéler des difficultés (cf. Nakla et Soler, 1994) ; ils obligent à plus de transparence et à lutter contre les risques d'opportunisme. En ce sens, ils ont également une fonction de contrôle à l'intérieur de l'organisation.
Les chartes et guides de gestion par projet, parfois produites par les fournissseurs avec l'aide de consultants, instaurent un certain nombre de règles guidant l'action au long des phases de conception. Elles fournissent un code de coopération entre des acteurs aux connaissances individuelles limitées. Elles imposent parfois la mise en place d'un réseau formalisé de communication, précisant la nature des informations, les destinataires des informations et les moments de leur transmission (entreprise FA). Ces guides, souvent élaborés par une équipe projet spécifique, peuvent être remis à jour en fonction des problèmes rencontrés. Parmi les autres outils de gestion par projet, notons les plannings de projets incluant la définition des contenus de chaque phase, les méthodes de résolution de problèmes, les méthodes d'animation et de conduite de réunion (FB).
Par ailleurs, certains codes de conduite émanent des clients. Il en est ainsi des normes qualité en conception (les audits des constructeurs français comme japonais incluent la conception) peuvent constituer d'une certaine manière l'équivalent de normes techniques. Selon leur nature, ces codes peuvent être un support à l'apprentissage coopératif par le repérage, l'analyse et le traitement des défauts organisationnels mais ils peuvent aussi bloquer l'apprentissage s'ils fonctionnent comme des règles impératives strictes et de simples règles supplémentaires de contrôle dans les rapports de quasi-intégration.
Comparativement au cas japonais, divers éléments de convergence ou au contraire de divergence peuvent être mis en avant.
D'abord, la mise en oeuvre de la gestion par projet et de l'ingénierie concourante s'accompagne, dans le cas français, d'une nouvelle logique de contractualisation :
- des rapports entre clients et fournisseurs. Ces nouveaux rapports, qualifiés de partenariat, se concrétisent à travers de multiples formes de coopération : le partage d'informations confidentielles, les échanges d'informations, de conseils, voire de formation en vue d'améliorer les performances des produits (tendant vers le modèle relationnel japonais, Lecler 93).
- mais aussi des rapports internes, ce qui est plus original. Un des aspects de la gestion par projet consiste, en effet, dans le développement de la contractualisation interne. Au départ d'un projet, un contrat explicite est conclu entre le mandataire (la direction ou son représentant) et un mandaté (le chef de projet), autour d'une mission et d'objectifs précis. Ce contrat est initialisé, la plupart du temps, par la publication d'une "lettre de mission" adressée au chef de projet. Il possède les formes et l'esprit d'une convention juridique, contractuelle : il est formalisé ; il établit les conditions de sa réalisation, il comporte l'acceptation et le consentement des deux parties liées donc par un accord de coopération.
Ensuite, on peut constater que dans les entreprises françaises qui intégrent une démarche de gestion par projet, il y a bien passage du séquentiel au simultané et implication plus précoce de nombreux intervenants. On remarque également que les structures organisationnelles sont modifiées afin de favoriser les interactions. Mais s'il y a bien élaboration de structures transversales (les équipes de projet), l'ensemble des problèmes de coordination/coopération ne sont pas toujours résolus pour autant. En fait, la démarche doit être associée à des programmes de formation dont le but est avant tout de faire évoluer les mentalités pour susciter des comportements plus coopératifs.
Mais, dans un premier temps, ces comportements étant à construire, la mise en oeuvre de l'ingénierie concourante s'appuie sur une codification a priori des procédures afin d'impulser une démarche qui rompt avec les pratiques antérieures. L'informel a de ce fait et comparativement au cas japonais peu de place dans cette dynamique.
L'ingénierie concourante implique également l'élaboration d'outils de coordination inexistants dans le modèle antérieur. Ces outils ont pour but de produire des routines adaptées à la logique nouvelle de conception. Ils reposent néanmoins sur une contractualisation de la coopération.
Dans toute entreprise, comme dans tout groupe, se construit un ensemble de règles et d'attitudes, qualifiables d'institutions (Clausen, 1993), influençant le comportement et les décisions des acteurs. Pour chaque firme, ces institutions sont le résultat d'une histoire ; elles sont le produit de conflits et de coopérations entre les acteurs et elles se sont construites au sein d'un espace national et d'un espace régional caractérisés eux aussi par des institutions spécifiques. L'efficience en conception dépend, d'une part, de la dynamique des institutions qui supportent la coopération entre les acteurs de l'innovation et, d'autre part, de la coopération entre les institutions elles-mêmes (au sein de la firme, entre la firme et ses clients et fournisseurs, entre la firme et le réseau des organisations publiques et privées de support à l'innovation). Des institutions d'entreprise favorisent (Japon) et d'autres bloquent (France) la mise en oeuvre de routines de coopération. Dans le deuxième cas, la construction de la coopération passe par la mise en oeuvre d'un apprentissage organisationnel (c'est-à-dire de structures) et plus fondamentalement d'un "apprentissage institutionnel" (c'est-à-dire de ce qui relève des règles et comportements ; cf. Lundvall, 1992) favorisant le développement des compétences d'interaction et les processus d'ajustement mutuel.
De nos enquêtes, il ressort que l'efficience supérieure relative des firmes japonaises en matière de développement de produits nouveaux résulte de l'existence de routines de coopération bien établies, routines favorisant un apprentissage par interaction continu. Ce processus est auto-renforcant dans la mesure où l'on peut considérer, comme l'a montré F. Sigaut (1987), que l'apprentissage est bien autre chose qu'une simple transmission de savoirs : il est aussi transmission de sens et d'identité. L'apprentissage par interaction ainsi permis participe à renforcer l'identité des groupes à la fois par rapport à leur métier propre et par rapport à la logique d'ensemble de la firme élargie.
Une partie des firmes françaises cherchent désormais à initier de telles institutions et routines de coopération, et la description des démarches de conception laisse effectivement apparaître des points de convergence dans les pratiques. Les changements organisationnels des firmes françaises tendent à rapprocher leurs structures de celles des entreprises japonaises. La codification des procédures se décline d'une façon tout à fait similaire. Le temps du projet, de fait calé sur celui des constructeurs, est scandé de la même manière avec des lots pilotes et remises de prototypes. S'agissant de fournisseurs, leur consultation/implication se situe sensiblement au même moment, le principe des prix objectifs s'impose maintenant à tous et la nature même des relations semble s'être relativement nivellée. Mais il subsiste néanmoins des différences dans les modes de mise en oeuvre des nouvelles procédures notamment, témoignant de la difficulté qu'il y a à greffer avec succés des routines de coopération sur des relations professionnelles et un système de légitimité inchangé. Les firmes françaises qui reposent sur des institutions largement imprégnées par le taylorisme doivent donc passer par un apprentissage institutionnel afin de construire la coopération. Elles codifient et contractualisent, oubliant parfois que ce sont les institutions (routines, habitudes de coopérer etc...) qui permettent l'exécution du contrat, plus que le contrat ne produit ces institutions. Si le modèle organisationnel de la firme n'a pas permis de créer les routines de coopération, tout un corpus de valeurs nouvelles doivent être créées. Les nouvelles règles de division et d'organisation du travail (équipes auto-organisées, rotation, fonctionnement en réseau, partenariat), les chartes, guides et la mise en oeuvre de la gestion par projet, les nouvelles formes de contrat contribuent à la promotion de ces nouvelles valeurs mais ne peuvent s'y substituer.
La politique de gestion des ressources humaines peut bien sûr jouer un rôle dans la construction de ces valeurs de coopération (Von Wichert-Nick et Reger, 1994) ; les investissements de formation mobilisées par les entreprises sont d'ailleurs lourds. Les stages de formation à la gestion de projet ou à l'ingénierie concourante ont généralement pour but l'apprentissage des valeurs qui sous-tendent la coopération. Certes les thèmes traités portent sur les méthodes et les outils de l'ingénierie concourante par exemple, mais plus fondamentalement leur objectif est de faire découvrir les avantages (pour l'entreprise et pour les personnels concernés) à retirer de la mise en place de nouvelles méthodes de travail qui sont fondées sur la coopération entre les individus, les groupes et les services d'une même entreprise.
Lorsque les routines de coopération n'existent pas dans l'organisation et que de nouvelles valeurs doivent être construites, cet investissement en formation est certes nécessaire, mais ne suffit pas s'il n'est pas relayé par des changements organisationnels et "institutionnels", de nature à faire adhérer les hommes. La qualité de la relation salariale, notamment son inscription dans la durée, est une des conditions essentielles de l'adhésion à ces valeurs. De même, plus qu'un contrat détaillé, un partenariat véritable s'inscrivant dans une durée longue de relations suivies, engendrant la confiance mutuelle, est de nature à générer les nouveaux comportements coopératifs dans une conscience d'un intérêt commun.
Dans le contexte japonais, la coopération a un caractère organique, c'est-à-dire que la pratique de coopération est inscrite dans des règles propres aux entreprises et s'appuie et se nourrit des spécificités du rapport salarial et du système productif (mobilité interne, confiance des salariés vis à vis des entreprises, mais aussi entre clients et fournisseurs, perspectives à long terme des groupes industriels...). L'ensemble des règles et attitudes qui existent au sein des entreprises et qui reposent sur des institutions nationales se sont construites au cours du temps. C'est sur cette base que se sont structurées dans les organisations des routines d'action. Au Japon, les institutions ont favorisé l'émergence de routine de coopération qui permettent un apprentissage par interactions. D'abord mises en évidence dans le domaine de la production, ces routines de coopération ont généré, quasi-naturellement, des pratiques de conception nouvelles lorsque la compétitivité s'est portée sur ce plan. Mais ces pratiques perçues comme nouvelles par les entreprises occidentales ne sont au Japon que le prolongement, l'extrapolation de ce qui se passait en production. L'objectif des firmes était de réduire les délais de mise sur le marché des nouveaux modèles. Les solutions ont été cherchées dans le corpus de valeurs et routines de l'entreprise. Certes divers changements ont été initiés mais, à la différence des entreprises françaises, ils n'impliquaient pas un changement de ces valeurs ou routines, mais au contraire s'appuyaient sur elles. On pourrait donc considérer, en poussant à l'extrême que ce sont elles qui ont donné naissance à l'ingénierie concourante ; tandis que celles des entreprises françaises y sont totalement opposées, ce qui nécessite un apprentissage institutionnel amenant à rompre avec l'organisation taylorienne qui les caractérise.
Ceci dit, le mode d'organisation japonais n'est pas statique et bien des évolutions apparaissent dans les années 90, qui pourraient remettre en cause certaines des options retenues jusqu'à tout récemment. Celles-ci sont certes pour partie dues au changement de la conjoncture, mais elles sont également attribuables à des changements du cadre sociétal qui ébranle le modèle.
Dans les années 80, au Japon, "les liquidités produites par l'économie spéculative ont eu pour conséquence un accroissement important du marché intérieur de l'automobile. Les firmes ont été amenées à diversifier plus rapidement leurs modèles et à augmenter leur capacité de production. Les centres techniques ont vu leurs effectifs grossir de façon exponentielle, une sophistication extrême et des normes de qualité excessives ont entrainé les coûts fixes à la hausse. Parallèlement, le manque de main-d'oeuvre conduisait à accélérer l'automatisation. La baisse de rentabilité, amorcée par ces investissements importants, s'est accentuée avec l'éclatement de la bulle spéculative et la récession de 92-93. La demande s'est brusquement contractée, notamment sur le haut de gamme" (M. Freyssenet, 1993). Ce contexte, les inquiétudes quant à la signification réelle de la baisse de la production industrielle deux années consécutives (phénomène inédit au Japon depuis la guerre) et l'incapacité des pays développés de construire -au niveau mondial- de nouvelles normes de consommation capables de relancer de nouveaux modes d'accumulation ont, dans les années 90, conduit les dirigeants des entreprises japonaises à s'interroger notamment sur leurs pratiques de conception de produit. Les excès accumulés et la nécessité de rompre avec eux apparaissent alors sur le devant de la scène. Mais les véritables origines de ce "fat design" (cf. T. Fujimoto dans ce numéro) renvoient moins aux méthodes employées qu'au coût de la diversité, c'est-à-dire :
- à un nombre jugé trop important d'équipements "superflus" qui renchérissent les coûts des produits. Par exemple les ventes de la Corolla (Toyota) qui stagnaient ont été relancées grâce à une diminution de son prix obtenue par la suppression de certains équipements tels les lève-vitres automatiques sur les véhicules de série ;
- à l'existence de très nombreuses variantes proposées pour un même modèle ;
- à la demande par les constructeurs, pour chaque renouvellement d'un véhicule, d'une transformation systématique de tous les composants et à une recherche de perfectionnements techniques sur des détails ;
- à une trop grande priorité accordée à la qualité d'apparence des produits : toutes les parties d'une voiture par exemple n'ont pas besoin d'une haute qualité de finition, notamment pour les surfaces non visibles.
Ces critiques mettent en question une des normes de la compétivité "hors-prix" mise en avant par les analystes (cf. par exemple D. Taddei et B. Coriat, 1993) et diffusée par les sociétés de conseil en management, à savoir la capacité à proposer rapidement un grand nombre de versions et modèles différents. Les firmes doivent désormais mesurer finement le coût de la diversité, non seulement en production mais aussi en conception 6. Par rapport aux contraintes de délai-coût-variété, le coût est réaffirmé comme étant la première variable stratégique. Les avantages concurrentiels procurés par la rapidité de mise sur le marché d'un grand nombre de variantes semblent devenir relativement moins décisifs dans les années 90 qu'ils ne l'étaient durant les années 80 (alors qu'à l'époque, cette capacité était perçue comme une supériorité des firmes japonaises par rapport aux américaines). Par ailleurs, une tendance à l'accroissement de la durée de vie des modèles se fait jour car la tension sur les coûts entraîne un allongement du temps du projet. C'est notamment au niveau de la conception et de la réalisation précoce des équipements, moules ou matrices que des changements sont prévisibles. La longue immobilisation en attente du lancement effectif, le risque de devoir recommencer en cas d'erreur d'interprétation ou de modification lourde sont en effet jugés comme des formes de gaspillage que l'industrie automobile japonaise ne peut plus supporter.
Par ailleurs, dans une situation caractérisée par la baisse des ventes, une certaine standardisation ou une moindre diversification destinées à faire baisser les coûts reviennent en effet avec force. L'entreprise JB note par exemple qu'elle est obligée de gérer 60 à 80 modèles différents par constructeur, alors que 7 à 8 de ces modèles représentent 70% des quantités fournies. D'où l'initiative de réunir plusieurs constructeurs pour étudier en commun les possibilités de produire un nombre plus limité de modèles standards. Cette tendance à la standardisation réduit les nombres d'heures d'étude et de développement de produit et exerce une pression à la baisse sur les effectifs de conception et sur les coûts.
Ce recentrage sur les coûts a lieu au moment où le Japon est confronté à un certain nombre de problèmes qui tous vont dans le sens d'une moindre capacité à préserver les avantages "sociétaux" dont il a disposé jusqu'ici :
- au plan des institutions de l'emploi et du travail ; la raréfaction de la main d'oeuvre jeune des années 80, le changement des aspirations des jeunes générations dont cette pénurie a permis l'expression, le méritocratisme croissant dans l'appréciation tant salariale que promotionnelle ont entraîné l'apparition de nouvelles formes d'emploi et de relations salariales différenciées, en rupture avec les principes fondamentaux du système.
- au plan des modes de régulation et de contrôle des interactions ; les fournisseurs s'émancipent de plus en plus de la tutelle du client au fur et à mesure qu'ils deviennent concepteurs de fonctions hautement sophistiquées, leur clientèle se diversifie avec l'évolution des facteurs de concurrence tant internes qu'externes et surtout du fait des stratégies de délocalisation liées à la hausse continue du yen, les sites de production s'éloignent des lieux de la conception dans une dynamique de globalisation des activités (Lecler 95).
Si la nature éminemment coopérative
du mode d'organisation japonais, qui a donné naissance
à l'ingénierie councourante, est bien issue, d'une
part de l'engagement durable des uns et des autres dans une relation
salariale propice à la communication et à la mobilité,
et d'autre part de la dépendance et de la confiance qui
s'est établie au fil des ans dans la relation client/fournisseur
(Sako 1992, Lecler 1993), on est en droit de se demander si les
routines d'apprentissage seront, à l'avenir, suffisamment
robustes pour garantir la pérennité des modes d'organisation
de la production et de la conception alors que l'ensemble des
fondements sur lesquels elles s'appuyaient sont en train de disparaître.
Yveline LECLER
Institut d'Asie Orientale
Jacques PERRIN et Marie-Claire VILLEVAL
Economie des Changements Technologiques
Aoki, M., Rosenberg, N. (1987), La firme japonaise comme institution innovante", Round Table "Institution in new democracy society, search for new frontier", Tokyo, sept.
Argyris, C., Schon, D.A. (1978), Organizational Learning : A Theory of Action Perspective, Reading Massachussets, Addison-Wesley Publishing.
Bouabdallah K., Villeval M.C. (1995), "Un regard économique sur l'organisation, les compétences et l'apprentissage institutionnel", à paraître in Francq B. et Maroy C., Formation et socialisation, de Boeck, Bruxelles, 200p.
Boyer, R., (1992), "Du Fordisme au toyotisme … ou lorsque l'élève dépasse le maître", in Nadel, H. éd. 1994.
Carter, D., Baker, B. S. (1991), Concurrent Engineering, New-York, Addison-Wesley Publishing Company
Clark, K., Fujimoto, T. (1991), Product Development Performance : Strategy, Organization, and Management in the World Auto Industry, Harvard Business School Press.
Clausen, C. (1993), Technology management and the social system of the company, Draft version, Unit of Technology Assessment,Technical University of Denmark.
Dean, J. W., Susman, G. I. (1989), "Organizing for manufacturable design" Harvard Business Review, January-February.
Freyssenet, M. (1993), "Du toyotisme réel à un nouveau toyotisme ?" in Un Nouveau Toyotisme, Actes du GERPISA, N°8.
Fujimoto, T. (1993), Comparing performance and organization of product development across firms, regions and industries, Discussions Paper Series, Faculty of Economics, University of Tokyo.
Fujimoto, T. (1995), "A note on the Origin of the "Black Box Parts" Practice in the Japanese Motor Vehicule Industry", in Shiomi H. and Wada K. (éd.), Fordism Transformed, the Development of Production Methods in the Automobile Industry, Oxford University Press, Fuji Conference series I, pp. 184-216.
Guellec D., Ralle, P., Glenat, P. (1993),. "Innovation de produit et compétitivité hors-prix - Une application au secteur automobile", in Guellec D. Ed., op. cit., pp.163-177.
Hakansson, H. éd. (1982), International Marketing and Purchasing of Industrial Goods : An Interaction Approach, Wiley, Chichester.
Hatchuel A. (1994), "Apprentissage collectif et activité de conception", Revue Française de Gestion, juillet-août.
Howard R, (1993). The Learning Imperative - Managing People for Continuous Innovation, Harvard Business Review Book, Boston, 310p.
Ikeda, M. (1991), "Development networks in the automobile industry, new trends", in Shigeyoshi Tokunaga, N. Altmann (eds.), New Impacts on Industrial Relations, Deutsches Institut für Japanstudien, München.
Jacot, J.H., Maurin, B., (1990), "Toyotisme et nipponisme", in J.H. Jacot (dir)., Du fordisme au toyotisme ? Les voies de la modernisation du système automobile en France et au Japon, La Documentation Française : Etudes et Recherches N° 7-8, février, pp. 211-280.
Lamming, R.(1993), Beyond Partnership, Strategies for Innovation and Lean Supply, Prentice Hall, the Manufacturing Practitioner Series.
Lanciano, C., Maurice, M., Nohara, H., Silvestre, J.J. (1993), L'analyse sociétale de l'innovation : genèse et développement, Document LEST, Aix en Provence, 1993/2.
Lecler, Y. (1993), Partenariat industriel, la référence japonaise, Lyon, L'interdisciplinaire, collection Technologies.
Lecler, Y., (1995), "Internationalisation des entreprises japonaises : évolution des relations clients-fournisseurs", Actes du GERPISA, n°14.
Lipietz, A. (1992), "Le débat japonais : leçons pour l'après-fordisme". in Nadel, H., op. cit.
Lundvall B.A. (1992), National Systems of Innovation - Toward a Theory of Interactive Learning, Pinter Publishers, London.
Mc Kelvey, M. (1993), "Japanese institutions supporting innovation" in Sjöstrand, S.E. (ed.), Institutional change. Theoretical and empirical findings, New-York, Sharpe.
Midler C. (1993), L'auto qui n'existait pas- Management de projet et transformations de l'entreprise, InterEditions, Paris.
Moisdon J.C., Weil B. (1992), "Groupes transversaux et coordination technique dans la conception d'un nouveau véhicule", Revue Française de Gestion industrielle, n°2, pp.34-66.
Nadel, H. dir. (1992), Emploi et relations industrielles au Japon, Economica.
Nakhla M., Soler L.G. (1994), "Contrats internes, coordinations et pilotage économique de projet", Cahiers du CGS, n°8, Paris.
Nelson, R. (1993), National Systems of Innovation ; a comparative study, Oxford, Oxford University Press.
Nevis, J.L., Whitney, D. (1989), Concurrent Design of Products and Processes, New-York, Mc Graw Hill Publishing.
Nobeoka K., Cusumano M.A., (1994), Multi-project : Strategy, Design Transfer and Project Preformance, A survey of Automobile Development Projects in the US and in Japan. MIT : IMVP document, may 3. 29 p.
Nonaka I. (1991), "The knowledge-Creating Company", Harvard Business Review, nov-dec.
Oakley, M. (1990), Design management, Cambridge, Basil Blackwell.
Perrin, J. (1993), Introduction à l'économie des activités de conception, 4ème congrès international de Génie Industriel, Marseille, 15-17 oct.
Sako, M. (1992), Prices, quality and trust, Inter-firm relations in Britain and Japan, Oxford University Press, 1992.
Sengenberger, W. (1992), "Lean production - The way of working and producing in the future ?" in Nadel, H., op. cit.
Sigaut, F. (1987), Culture Technique, Paris, Rapport au Conseil du Patrimoine Ethonologique.
Taddei, D., Coriat, B. (1993), Made in France-L'industrie française dans la compétition mondiale, Paris, Le Livre de Poche.
Villeval, M.C. (1994 a), La place de l'entreprise dans la production de la qualification. Formation continue formelle et effets formateurs de l'organisation du travail. Le cas Français, Berlin, CEDEFOP.
Villeval, M.C. (1994 b), Organisation qualifiante et apprentissage par interaction, Document de Travail, Lyon, ECT.
Von Wichert-Nick D., Reger G. (1994), The implementation of a Learning Organization for R&D Management, EUNETIC, Strasbourg, pp.1173-1198.
Zarifian, P. (1994), Gestion par activités, gestion par processus, gestion par projet : quelles différences ? quels rapports ?, Note LATTS, ENPC, Noisy-Le-Grand.