L'entreprise sur un plateau :
un exemple de gestion de projet concourante dans l'industrie automobile
Gilles GAREL
Qu'est-ce que le délai d'un projet automobile ?
Comment l'expliquer ? Comment le réduire ? La
recherche que nous avons menée de septembre 1991 à
octobre 1993 chez Renault (Garel, 1994) traite des formes d'organisation
susceptibles de réduire les délais de conception
des nouveaux véhicules des constructeurs automobiles. Elle
entend en particulier montrer à quelles conditions peuvent
converger les savoirs des concepteurs pour développer une
voiture plus vite. Cet article présentera deux modèles
d'organisation de la conception : le séquentiel et
le concourant. Il reviendra préalablement sur les enjeux
attachés à notre objet de recherche.
A la fin des années 1980, le temps de mise
sur le marché des produits devient un axe stratégique
de la concurrence entre firmes parce que la variabilité
des exigences de la demande, l'incertitude de son niveau et de
sa nature obligent les entreprises à réagir dans
les meilleurs délais, avant que cette demande ne se transforme
à nouveau ou qu'elle ne soit satisfaite par une offre concurrente.
La littérature parle généralement de pour
caractériser les exigences liées à la réduction
des temps industriels (Hout et Stalk, 1993 ; Navarre, 1992).
Sous l'effet de cette , les entreprises ont transformé
leurs modes de production dans les années 1980 et recherchent
aujourd'hui des formes nouvelles d'organisation leur permettant
de réduire les délais et les coûts de conception.
Des modèles d'organisation alternatifs apparaissent :
il s'agit de passer d'un modèle à l'ingénierie
. L'industrie automobile, historiquement représentative,
et de façon paroxystique, des modèles traditionnels
d'organisation, connaît aujourd'hui de profondes réformes
de l'organisation de sa conception. La conception représente
avec la fabrication des véhicules, l'activité principale
des constructeurs. R. Miller (1993) montre que cette industrie
ne consacre pas plus de 4,5% de ses dépenses de recherche
de développement à la recherche fondamentale (matériaux
composites, sources d'énergie alternatives…) et 7,8%
à la recherche sur les motorisations. C'est-à-dire
que près de 90% des dépenses d'ingénierie
des constructeurs mondiaux sont consacrées au développement
de produits nouveaux. Aujourd'hui, les changements d'organisation
de ce développement constituent une condition nécessaire
à la survie des firmes automobiles. Même si, d'un
point de vue théorique (Desreumaux, 1996), ces évolutions
d'entreprise ne sont pas nouvelles, elles transforment profondément
les pratiques industrielles actuelles. C'est dans un contexte
chrono-compétitif qu'a émergé une demande
de recherche en septembre 1991 chez Renault SA. Elle fut à
l'origine de notre travail. Elle concernait un métier traditionnellement
sujet à des dérives de coût et de délais :
la conception et la réalisation des moyens d'emboutissage.
| L'emboutissage
- L'emboutissage est un des plus anciens
procédés de fabrication. Il s'agit d'une opération de
formage à froid des métaux par un outil de presse,
c'est-à-dire par déformation permanente d'une feuille de
tôle mince, plane et précoupée appelée . Dans
l'industrie automobile, l'emboutissage sert à produire essentiellement
les pièces de carrosserie, mais aussi des composants du moteur, de la
boîte de vitesse ou de la suspension.
- Un outil de presse ou outil d'emboutissage est un ensemble
mécanique en fonte ou en acier qui utilise l'énergie d'une presse
pour couper et déformer la pièce à travailler. Chaque outil
d'emboutissage, composé d'une partie mâle et d'une partie femelle
aux formes de la pièce de carrosserie désirée (une aile, un
renfort, un côté de caisse…), pèse jusqu'à plus
de trente tonnes et coûte plusieurs millions de francs. cinq outils sont
nécessaires pour réaliser une pièce de carrosserie.
L'ensemble de ces outils est appelé gamme. Chaque projet
automobile suppose de concevoir et de réaliser de nouveaux outils. Une
fois développés et réalisés, les outils sont alors
montés sur les presses de production de l'usine de fabrication du
véhicule. À la différence des gammes d'outillage, les
presses sont des moyens capacitaires, c'est-à-dire qu'elles ne sont pas
renouvelées à chaque nouveau projet. Seuls les outils changent.
|
|
Nombre arrondi d'outils sur des
véhicules Renault concernant seulement les gammes principales
(sont exclues les petites pièces)
| Laguna
| 200 |
| Twingo
| 100 |
| Safrane
| 170 |
| Clio |
130 |
| Renault 19
| 200 |
| Renault 25
| 170 |
|
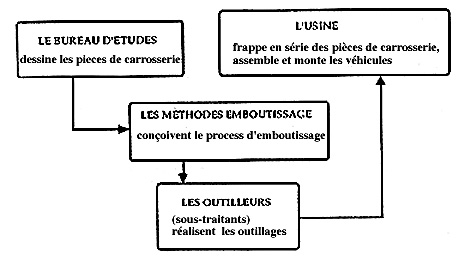
|
Représentation séquentielle des principaux acteurs de
l'emboutissage :
|
Les enjeux d'une recherche sur la conception des moyens d'emboutissage
Traditionnellement les enjeux des transformations
des processus de production et de conception sont rattachés
au triptyque qualité/coût/délai. D'autres
raisons font également de l'emboutissage un objet de recherche
à part entière.
L'emboutissage contribue à concrétiser
le style de la voiture pour le client final. Dépendent
aussi du travail des emboutisseurs, la résistance aux chocs
du véhicule, son poids, son comportement dynamique, son
niveau de bruit… Comme la caisse est à l'interface
de la plupart des autres composants du véhicule (moteur,
boucliers, habillage...), l'emboutissage se trouve relié
à pratiquement l'ensemble des domaines d'un projet automobile
et à leurs problèmes de développement.
Les premières recherches de Clark et Fujimoto
(1991, p. 73) et de Womack et alii (1992, p. 110) ont souligné
les enjeux de la transformation des processus de développement
occidentaux. Il faut, dans la seconde moitié des années
1980, environ 60 mois chez Renault pour développer
un projet automobile, c'est-à-dire concevoir et industrialiser
un nouveau modèle. L'objectif est de réduire ce
délai à 45 mois pour les projets futurs.
La tendance en emboutissage est alors cohérente avec les
données générales sur les projets automobiles.
Le poids non négligeable de l'emboutissage dans les projets
automobiles
"Ticket d'entrée " d'un projet automobile, quelques
exemples :
- moins de 4 milliards de FF pour la Twingo,
- plus de 8 milliards de FF pour la Safrane,
- 13,8 milliards de FF pour la Mégane,
- 6 milliards de dollars pour la Ford Mondeo.
Répartition approximative du :
- 50% pour l'investissement industriel,
- 40% pour les coûts de conception du produit (études,
méthodes, prototypes...),
- 10% pour le lancement commercial.
L'emboutissage représente entre 10 et 20% des investissements
industriels d'un projet.
|
Source : Garel, 1994, p. 146
Délais de conception,
de réalisation et de mise en fabrication des outils d'emboutissage :
une comparaison internationale (en mois)
| Délai d'études
| Délai de réalisation chez l'outilleur
| Délai de mise en fabrication en usine
|
| JAPON |
3,1
| 5,6 |
4,2 |
| ETATS-UNIS |
6,1
| 14,3 |
4,4 |
| EUROPE |
6,8
| 15,6 |
6 |
Source : Clark et Fujimoto, 1991, p. 184.
Si les données doivent être corrigées
aujourd'hui à la lumière des premiers résultats
des réorganisations occidentales (Fujimoto, 1993 ;
Garel, 1994 ; Liker 1995), elles marquent néanmoins
une supériorité japonaise. Nos propres comparaisons
actualisent et réduisent les écarts, sans pour autant
les éliminer.
" Le développement des outils
d'emboutissage est une composante majeure du processus de développement
d'un nouveau véhicule. La conception et la réalisation
de ces outils est sur le chemin critique des projets. Réduire
cette étape, c'est réduire le délai total
du projet " (Clark et Fujimoto, 1989).
Comparaison des délais sur différentes réalisations d'outillage
(jusqu'à la livraison en usine). N= fin 1993
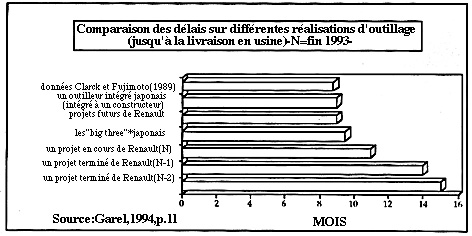
Figure 2
L'emboutissage est au coeur d'une double incertitude
qui rend la réduction du temps très difficile.
La première incertitude est liée à
l'information. Il s'agit du phénomène des
modifications qui n'est d'ailleurs pas propre à l'automobile.
Il caractérise l'effet d'apprentissage inhérent
à toute innovation industrielle. Les modifications ont
pour but de corriger un écart de performance du produit
ou du process par rapport aux performances souhaitées.
Au fur et à mesure que les acteurs du projet apprennent
sur la voiture (à partir des essais, des difficultés
rencontrées…), des solutions antérieurement
validées sont remises en cause. L'anomalie de fonctionnement
commence quand on désire réaliser physiquement des
objets : il devient alors impératif de geler une définition
et d'arrêter les modifications. Ainsi, le début des
phases de réalisation physique des outillages détermine
qu'au delà d'une certaine date les modifications deviennent
anormales. Mais en pratique, elles continuent à contrarier
la réalisation après le début du physique.
En outre, elles sont souvent liées les unes aux autres :
par exemple, la non de l'aile de la Twingo a entraîné
des modifications sur l'aile, le pare brise et le joint de pare
brise… Au total, une entreprise comme Renault gère
plusieurs dizaines de milliers de modifications par an, tous projets
confondus.
La seconde incertitude est liée à la
matière. Il nous fut précisé dès
notre arrivée dans les ateliers d'outillage que l'emboutissage
n'était pas une science mais un art de haute précision,
rétif à la modélisation. C'est moins vrai
aujourd'hui, les recherches en matière de simulation d'emboutissage
ayant singulièrement progressé. Mais l'effet d'un
coup de presse sur une tôle plate est mal connu au début
de la recherche. C'est-à-dire qu'il faut éprouver
la matière (essayer avec l'outil en acier) pour résoudre
les problèmes dits de . Or, éprouver le réel
est long.
Par ailleurs, l'emboutissage est un métier
d'une extrême précision : un cheveu marque un
outil ; les ajustements entre matrices et se font au micron,
avec une précision absolue, faute de quoi la tôle
risque de se déchirer ou même de fondre sous l'énorme
pression. La conception des outillages ne peut donc s'affranchir
de l'expertise de quelques dizaines de metteurs au point.
C'est notamment cette forte contradiction entre les
objectifs de réduction des temps de conception et l'incertitude
de la matière qui fait de l'emboutissage un enjeu si fort
dans la chrono-compétition et place la dimension cognitive
au centre de la problématique théorique.
Dans cet article, nous nous efforcerons de préciser
les causes du délai dans l'organisation séquentielle
et les réponses apportées par l'organisation concourante.
Nous nous appuierons sur l'étude des projets Twingo et
Mégane.
À la recherche du temps perdu dans l'organisation séquentielle
Après avoir rappelé très rapidement
les caractéristiques principales de l'organisation séquentielle,
nous montrerons que trois variables d'analyse du délai
ressortent de la recherche. C'est l'analyse de leurs interdépendances
qui explique le délai en emboutissage.
Les caractéristiques principales de l'organisation
séquentielle
Si le projet Twingo (1989-1993) a beaucoup innové
sur le plan de son organisation globale (Midler, 1993), il n'a
pas transformé l'organisation de l'emboutissage. Ce métier
est encore représentatif de l'organisation traditionnelle,
marquée par la parcellisation, l'isolement et la séquentialité
des interventions. Les métiers (design, études,
méthodes, achats, fabrication…), organisés
en fortes hiérarchies fonctionnelles (Larson et Gobeli,
1985) interviennent successivement, comme dans une course de relais.
(V. Giard et alii, 1993, p. 108).
Les trois variables explicatives du délai
Renault nous a offert en septembre 1991 carte blanche
pour une boîte noire. La boîte noire c'est l'emboutissage,
circonscrit comme objet de la recherche par les demandeurs :
les inputs et les ouputs sont connus, mais personne ne sait précisément
expliquer pourquoi les plannings et les coûts dérivent
systématiquement. Qu'y a t-il à l'intérieur
de la boîte noire ? Comment se construit le délai ?
Nous avons d'abord mené une recherche clinique d'octobre
1991 à mai 1993 chez Chausson Outillage. Cette entreprise
est premier outilleur français et filiale de Renault. Elle
est toutefois, pour des raisons historiques, très indépendante
vis-à-vis de son actionnaire et multi-constructeurs dans
son activité. Chez Chausson, nous avons croisé un
regard longitudinal ou historique sur un petit nombre d'outils
du projet Twingo et un regard instantané, en temps réel,
sur un grand nombre d'outils. Pour cette seconde analyse, nous
avons mis en place dans l'atelier de l'outilleur un questionnaire
qui fut documenté pendant un an. L'analyse du modèle
séquentiel s'est poursuivie sur le site de fabrication
de la Twingo selon une méthodologie identique. Trois facteurs
explicatifs du délai ressortent de ces études :
L'économique renvoie
au système d'incitation ou de rétribution des acteurs
du développement, aux choix d'allocation des ressources
du projet (que les acteurs soient internes ou externes à
l'entreprise) et aux modes de contractualisation entre acteurs.
L'organisationnel renvoie
à la définition des rôles, aux modes de coordination
et de communication entre acteurs, aux modes de planification
des tâches et aux circuits d'informations de l'entreprise
et inter-entreprises.
Le cognitif fait référence
à la capacité de combinaison des savoirs
1
existants
et de création de nouveaux savoirs, au traitement de l'incertitude,
aux capacités d'évaluation, aux pour reprendre la
terminologie de Schön (1983, 1988). Ce niveau d'analyse apparaît
immédiatement lorsqu'est posée la question de la
pratique des experts-métiers sur les projets. Trois types
de savoirs sont mobilisés par les acteurs de la conception :
en référence aux travaux de Schön, nous parlons
de (Garel, 1994, p. 326 suiv.) :
Les savoirs techniques.
Ils sont partie intégrante des métiers.
Nous les définissons comme l'ensemble des savoirs qui permettent
aux membres de l'organisation de transformer les objets et l'environnement
dans lequel ils agissent.
Les savoirs d'évaluation.
Ils sont les savoirs, de nature économique,
des membres de l'organisation sur leurs activités techniques :
savoir donner de la valeur, savoir évaluer les informations
disponibles, savoir évaluer les priorités, savoir
évaluer les implications de ses actions, savoir dire les
critères et les conclusions de son évaluation…
Les savoirs relationnels.
Ils sont les savoirs nécessaires à
la relation avec autrui. Ces savoirs sont mobilisés pour
comprendre les autres, s'en faire comprendre et prendre une décision
optimale dans le cadre d'un travail collectif. Ils supposent une
bonne capacité d'écoute des dispositions à
la coopération. Ils sont nécessaires à la
création collective, afin d'être opérationnel
dans l'action : savoir transmettre des informations dans
le travail, savoir argumenter techniquement avec les acteurs-projets,
les autres métiers, les partenaires, savoir négocier
(sens de la diplomatie, sens du bon compromis etc.).
Nous analyserons la dynamique du modèle séquentiel
au travers de l'interdépendance entre l'organisationnel
et le cognitif, puis entre l'organisationnel et l'économique
et entre l'économique et le cognitif.
L'interdépendance organisationnel/cognitif
L'origine du délais
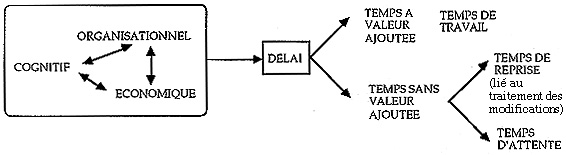
Figure 3
Dans le modèle séquentiel les détenteurs
des savoirs techniques de l'amont n'entretiennent que des relations
d'interface avec les ingénieurs et techniciens de l'aval,
voire aucun contact. Seuls de forts savoirs relationnels existent
au sein des métiers (Moisdon et Weil, 1992).
En emboutissage, les savoirs de l'amont ont pour
objet la (savoir détecter les risques de casses, de plis
des pièces de tôle…) et ceux de l'aval, la mise
au point (savoir-faire fonctionner les outillages dans des conditions
de série sur le site de production). La résolution
des problèmes en amont (faisabilité) et en aval
(mise au point) nécessite la convergence des savoirs des
concepteurs du constructeur (méthodes, bureau d'études…)
et des savoirs de l'outilleur. Par exemple, le choix des gammes
d'emboutissage (trois, quatre ou cinq outils ?) est de la
responsabilité des méthodes-emboutissage, tandis
que la résolution des problèmes de faisabilité,
qui passe souvent par une évolution de la spécification
des pièces (par exemple augmenter un rayon de courbure
pour faciliter l'emboutissage d'une pièce), engage notamment
la responsabilité du bureau d'études. Par ailleurs,
les méthodes et le bureau d'études ont besoin de
l'expertise des outilleurs, c'est-à-dire de quelques dizaines
de techniciens, spécialistes de faisabilité et de
mise au point. Or, pour des raisons politico-stratégiques,
Renault a décidé en 1990 d'externaliser la réalisation
des outils d'emboutissage. Ceci conjugué à l'augmentation
de la charge de travail liée à la multiplication
des nouveaux projets, empêche la prise en charge de la faisabilité
et de la mise au point par des ressources uniquement internes
au constructeur. D'autre part, la compétence de faisabilité
a besoin, pour s'exprimer, de presses afin de réaliser
des essais. Or, aujourd'hui, seuls les outilleurs disposent de
tels moyens, les presses des constructeurs étant mobilisées
au maximum pour la production en série des véhicules.
Finalement, la conception dans le modèle séquentiel
est un processus d'allers et retours permanents entre les détenteurs
des savoirs techniques différents, complémentaires
et en grande partie externalisés.
Dans ce cadre, la convergence des savoirs des acteurs
conduit généralement à une multitude d'itérations
pénalisantes en délai et en coût, les problèmes
de faisabilité n'étant décelés que
tardivement et le cloisonnement entre acteurs augmentant l'inertie
de leur traitement. Ainsi, les modifications obligent à
un travail de reprise plus long dans l'organisation séquentielle
à cause de ces itérations successives et du cloisonnement
des tâches. Clark et Fujimoto (1991, p. 184) parlent ici
de . Sur une gamme d'outils étudiée de façon
longitudinale, notre recherche l'a évalué à
14% du délai total chez l'outilleur (Garel, 1994, p. 172).
Le processus séquentiel
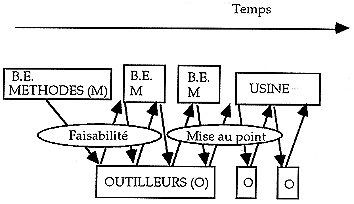
Source : Garel, Midler, 1995
Les problèmes de mise au point soulèvent
le même type de difficultés. Ainsi, nous avons montré
que, d'une part, l'implication de l'usine étant faible
chez l'outilleur pendant les phases de réalisation et,
d'autre part, l'usine ne détenant pas ou peu de savoirs
techniques de mise au point et très peu de presses de mise
au point, les outillages une fois livrés sur le site de
production ne fonctionnent pas toujours dans les conditions de
série, forçant l'outilleur à réintervenir
(l'usine n'étant pas capable de faire face seule aux difficultés).
Au total, sur les 28 gammes étudiées en usine, soit
la quasi totalité du projet Twingo, 11 accusent un retard
(un mois et demi en moyenne) par rapport au planning prévisionnel
(op. cit. p. 225).
L'interdépendance organisationnel
/ économique
Dans le modèle séquentiel, la coupure
et l'opacité entre le constructeur et l'outilleur déconnectent
largement le processus technique ou physique (diminution du reste-à-faire
sur les outils) et le processus économique (rémunération
des outilleurs). Cette faible connexion est étroitement
liée à la très faible coordination entre
les payeurs et les réalisateurs. Les jalons de paiement
relèvent d'une logique comptable interne à la direction
des achats du constructeur qui ne correspond pas à la progression
physique du travail chez les outilleurs. Cette déconnexion
ne permet pas à l'économique d'être un facteur
d'accélération du physique. Un outilleur peut être
payé parce qu'un jalon comptable est atteint, alors même
que les matrices d'emboutissage attendent dans son atelier depuis
un mois. Ce type de régulation s'avère peu efficace
pour accélérer la détection et la résolution
des problèmes de faisabilité et de mise au point.
De même, dans l'organisation séquentielle,
l'outilleur n'est pas incité à diminuer le nombre
des modifications qui constituent pour lui un chiffre d'affaires
additionnel non négligeable (jusqu'à 20% en moyenne
du coût total des outils).
Enfin, le principe de facturation du constructeur,
fondé sur les heures de travail effectif sur l'outil, n'incite
pas à anticiper la détection et la résolution
des problèmes. Plus l'outilleur tarde à travailler
sur les outils, moins il risque de , à cause des évolutions
que la pièce subit. Il a alors tendance à faire
attendre les outils qui sont en début de réalisation
(surtout lorsque ses ressources sont saturées). Les séries
d'observations instantanées nous ont permis d'observer
que l'attente des matrices chez l'outilleur n'était pas
fonction du retard par rapport à un jalon donné
mais était fonction de l'avancement du projet : les
outils attendent beaucoup plus au début qu'à la
fin où l'urgence règne et où les problèmes
sont quasiment figés.
L'interdépendance économique/cognitif
L'analyse du modèle séquentiel suggère
que ne transformer que les règles économiques sans
transformer l'organisation ne produit pas de résultats
à moyen terme sur le délai. Il est en effet vain
de ne modifier que la rémunération des outilleurs,
par exemple en les rémunérant corrélativement
à la vitesse de conception, sans transformer l'organisation,
c'est-à-dire sans leur donner des moyens d'apprentissage.
Si pour accélérer la mise au point d'un outil il
faut que les metteurs au point de l'outilleur comprennent les
intentions des dessinateurs du bureau d'études du constructeur,
c'est l'organisation de la relation entre ces acteurs qui importe
(par exemple au travers du plateau) et non la seule mise en place
d'un système d'incitation.
Face aux actuelles contraintes de temps et au peu
d'efficacité de l'organisation séquentielle pour
réduire les temps de conception, une alternative organisationnelle
s'est développée avec la concourance.
L'organisation concourante
Après avoir présenté les principes
de l'organisation concourante et du co-développement, nous
analyserons plus en détail le dispositif central de la
concourance : le plateau.
La concourance et le co-développement
Le projet Mégane, en cours de développement
pendant la recherche, est l'occasion d'une transformation importante
de l'organisation de l'emboutissage. L'organisation séquentielle
est remplacée par un mode de développement , pour
reprendre le terme proposé par C. Navarre (1993, p. 210).
La concourance est fréquemment comparée à
un match de rugby dans lequel chaque membre de l'équipe
progresse en même temps que les autres alors que presque
toutes les combinaisons restent possibles à tous les stades
du jeu par opposition à la course de relais censée
symboliser la conception séquentielle (Takeuchi et Nonaka,
1986). Les sont internes et externes à l'entreprise. Dans
le cas de l'emboutissage en particulier, l'un des acteurs clés
du développement, l'outilleur
2
est extérieur au constructeur ainsi que nous l'avons déjà
souligné. L'implication des outilleurs dans le développement
implique une évolution des modalités de la relation
avec le donneur d'ordres, souvent décrite sous le terme
de (Laigle, 1995). Finalement, la concourance conjugue un double
mouvement transversal : d'une part, une remontée en
amont des métiers de l'aval (se rencontrer tôt dans
un lieu commun appelé ) ; d'autre part, un accompagnement
par l'ensemble des acteurs du déroulement du projet jusqu'à
son terme (rester ensemble impliqués jusqu'à la
fin du projet). Au delà de ce diptyque, le co-développement
concourant présente six caractéristiques en emboutissage.
Les caractéristiques du co-développement concourant
en emboutissage
|
1) Etablissement d'un contrat de partenariat ;
2) Affectation plus cohérente des ensembles (ou lots) de pièces ;
3) Extension amont, aval et latérale du champ d'intervention du partenaire : commencer plus tôt, finir plus tard et intégrer de nouvelles activités ;
4) Instauration d'une communication fréquente et transparente sur le plateau ;
5) Elargissement de la responsabilité et de la marge de manoeuvre du partenaire sur le projet
6) Développement de nouvelles organisations et méthodes chez le partenaire ;
7) Transformation du contrat économique liant les partenaires en vue de rapprocher les flux physiques et les flux monétaires.
|
Le plateau, dispositif central de l'organisation concourante
Après avoir présenté le plateau,
nous reviendrons sur sa fonction d'un point de vue théorique
puis sur son fonctionnement effectif.
Présentation du plateau
Le plateau est le lieu de passage et de rencontre
des différents métiers (produit/process), internes
et externes à l'entreprise, en amont au projet. Dès
les phases de design/marketing, des représentants des méthodes
et du bureau d'études sont associés. Le plateau
suit le projet au fur et à mesure de son avancement :
design, bureau d'études, méthodes et usine. Il n'est
donc pas toujours localisé au même endroit, mais
se déplace avec le coeur du projet
3.
Le plateau devrait en théorie n'être
qu'une seule et très grande pièce. En pratique,
et tant que le de Renault SA n'est pas construit, les acteurs
se rencontrent dans des locaux décloisonnés mais
plutôt petits et éclatés : des locaux
qui n'ont pas été prévus pour cela. Le plateau
est un véritable système ouvert sur son environnement :
certains participants présents au début de la réunion
ont de fortes chances de s'absenter, parfois pendant plusieurs
heures, étant sollicités par d'autres collègues.
De même, il est fréquent qu'un expert de passage
sur le plateau soit convié à la réunion.
Le plateau est tel une ruche
4
où règne un joyeux apparent (des pièces,
des ordinateurs, des bouts de pâte à modeler, des
bouts de bois, des calques, du monde…). Toutefois, il vaut
mieux susciter et maîtriser, même imparfaitement,
ce maelström en amont plutôt que le subir ou le maîtriser
à grands frais en aval.
L'analyse théorique du
plateau : une fonction d'anticipation et d'apprentissage
Nous pensons que le plateau est une réponse
à un problème de convergence des savoirs professionnels.
Nous définissons, d'un point de vue cognitif, l'activité
de conception collective comme la convergence de savoirs différents,
complémentaires et en partie externalisés, sous
contrainte de qualité, coût et délai. Cette
approche cognitive de l'innovation appelle trois précisions.
Elle signifie que de nombreux métiers sont
impliqués dans l'activité de conception, mais
qu'aucun ne détient à lui seul la du produit nouveau
réussi et du système industriel performant. La notion
de convergence illustre la focalisation progressive, les ajustements
successifs de savoirs professionnels différents.
Selon nous, la convergence relève de deux
dimensions : la combinaison (cf. sur ce point Hatchuel et
Weil, 1992) et l'invention. Pour développer la voiture,
il faut non seulement combiner les savoirs existants mais aussi,
et c'est une spécificité forte des situations de
conception par rapport aux situations de production, inventer
des savoirs nouveaux. Il faut inventer des savoirs ad hoc face
à des problèmes singuliers à résoudre.
- Les savoirs mobilisés dans les coopérations
de conception sont inabordables dans des termes simples de type
, mais en termes de plus ou moins grande ambiguïté,
pertinence ou performance par rapport à ce qui est en jeu.
La question de l'intercompréhension ne peut pas être
ici analysée sous l'angle d'une asymétrie d'information
(l'un sait ce que l'autre ne sait pas). Dans les processus de
conception, l'exploration réciproque se double d'une exploration
réflexive des acteurs : comment dois-je analyser la
situation ? Quelle réponse puis-je y apporter ?
Est-ce que je dois avoir confiance dans ce que mon savoir me suggère ?
etc.
- Enfin, il faut situer la convergence des savoirs
par rapport à la dynamique d'apprentissage qui caractérise
les processus de conception
Gérer la convergence d'un projet, c'est articuler
ces deux courbes interdépendantes (savoir et degrés
de liberté), entre une partie gauche où on peut
tout faire mais on ne sait rien, et une partie droite où
l'on sait tout, mais où l'on a épuisé toutes
ses capacités d'action. L'anticipation consiste à
tenter d'augmenter la connaissance sur le projet, au travers du
plateau, avant que l'irréversibilité des choix n'empêche
d'en tirer parti. Les outilleurs sont sur le plateau pour dispenser
leur savoir technique le plus tôt possible : il est
moins coûteux et plus rapide de modifier un dessin de pièce
en CAO que de réusiner une matrice en fonte de 20 tonnes
à 4 millions de francs l'unité.
La dynamique du projet
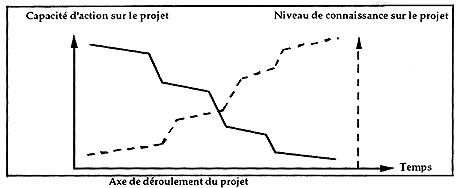
Figure 5
Source : C. Midler, 1993, p.132
Le fonctionnement du plateau
Le plateau joue sur la dynamique entre quatre variables :
les acteurs transversaux, les instruments de gestion, le contact
direct entre acteurs et les objets physiques.
Les acteurs transversaux
Les acteurs transversaux (chefs de projets et acteurs
matriciels projet/métier) ont un rôle fondamental
dans la convergence des savoirs professionnels.
La recherche montre que le plateau sert à
traiter les problèmes du moment, mais remplit en revanche
moins bien sa fonction d'anticipation des difficultés aval.
L'urgence du moment liée aux centaines de problèmes
à traiter sur l'instant, suffit à mobiliser les
acteurs sans qu'il soit besoin de créer une urgence , de
nature à remonter la crise en amont.
Les acteurs transversaux alertent les acteurs métiers
sur les risques de la non anticipation. Détenteurs de savoirs
d'évaluation (ex. : le coût d'une détection
tardive) ils peuvent déterminer les coûts, les délais
et les effets des décisions techniques. Ils portent l'évaluation
économique . Celle-ci n'est pas nécessairement le
résultat de savants calculs de prix de revient. Elle peut
être un simple ordre d'idée, comme sur le projet
Twingo où prévalait une règle simple :
un franc de coût unitaire équivaut à un million
de francs d'investissement (Dubreil, 1993). Par ailleurs, les
savoirs relationnels des acteurs transversaux aident la communication
informelle entre acteurs du plateau. Les acteurs transversaux
doivent bénéficier d'une légitimité
dans l'entreprise (ancienneté, expertise…) et d'un
soutien de la Direction Générale (Imaï, 1985).
Celui-ci est à la fois une contrainte pour les acteurs
et une opportunité, car il permet d'obtenir des moyens,
de trancher des différends (ou de les recadrer) et de faire
évaluer des alternatives.
Les instruments de gestion
Renault a une forte tradition instrumentale. Même
si l'activité du plateau est abstraite, elle se prête
bien à la mise en place de nouveaux instruments de gestion
(Berry, 1983) : nouveaux jalons, abaques, indicateurs de
qualité, listes de validation, comparaisons entre jalons
prévus et jalons réalisés, temps consommés
pour résoudre un problème, taux de problème
non résolus à telle date… A notre avis, il
ne s'agit pas de l'émergence d'un nouveau formalisme ou
de la montée en puissance de nouveaux rôles planificateurs
(Xuereb, 1991). La vocation des instruments de gestion est triple :
- Ils permettent
de dépasser les représentations spontanées
des acteurs.
- Comme les objets physiques,
les instruments de gestion permettent de coordonner des acteurs
éloignés ou silencieux.
- Surtout, ils fixent
des jalons contraignants et construisent une échéance
acceptable par des acteurs aux logiques différentes (Moisdon
et Weil, 1993). Engager les acteurs par contrat crée des
responsabilités et les instruments de gestion permettent
un suivi collectif du respect des engagements. L'existence d'une
date pousse à l'expression d'une demande. L'existence d'une
échéance pousse les acteurs du plateau à
se mobiliser individuellement et collectivement pour en assurer
le respect. Mais deux conditions sont nécessaires.
D'abord l'échéance doit être
acceptable socialement (on ne peut demander à une équipe
de développer un projet automobile en six mois). Toutefois,
l'acceptation n'est pas nécessairement le raisonnable.
Dans un contexte de transformation organisationnelle, Renault
peut . L'acceptation dépend également des moyens
mis à la disposition des acteurs pour tenir les échéances :
l'arbitrage des hiérarchies métiers et projets,
la présence d'objets physiques à l'interface des
acteurs et l'ajustement mutuel sont indissociables des échéances
fixées. L'acceptation dépend également de
l'autonomie des acteurs dans l'organisation : rien ne sert
de réunir les meilleurs techniciens sur un plateau s'ils
n'ont aucune autonomie de décision par exemple.
D'autre part, l'échéance doit être
intériorisée. Sur le plateau, nous avons constaté
que l'importance de nouveaux jalons n'était pas toujours
comprise par certains techniciens. Chez Chausson, l'urgence pouvait
se banaliser et les jalons pouvaient alors ne pas avoir de rôle
contraignant. L'échéance n'a alors aucun rôle
mobilisateur. Le rôle des acteurs-projets est ici essentiel :
ils insistent sur les effets des nouveaux jalonnements (savoirs
d'évaluation).
Or précisément, dans l'organisation
concourante de nouveaux jalons ont été instaurés,
liés à la rétribution des outilleurs. Coexistent
alors un principe d'intégration organisationnelle et une
régulation par des contrats (pour une synthèse cf.
Baudry, 1995 et Coriat, Weinstein, 1995). Nous relèverons
deux caractéristiques des régulations économiques
concourantes :
- Le point clé
de la régulation traditionnelle-séquentielle (la
consultation et le choix du fournisseur moins-disant) joue un
moins grand rôle. Ici la consultation est plus précoce
et personne ne nie l'incertitude qui l'entoure. Le problème
est d'apprécier la compétence et de tester la volonté
du partenaire à coopérer. D'où l'importance
des processus d'agrément ou d'audit L'enjeu n'est pas de
sélectionner le moins disant, à ce stade où
le chiffrage est non représentatif, mais plutôt de
choisir celui qui a la meilleure dynamique d'apprentissage.
- Sur le plateau, le contrat de partenariat liant
l'outilleur et le constructeur comporte une clause d'incitation
à l'anticipation : tout problème de faisabilité
découvert par l'outilleur après le début
de la réalisation physique des outillages est à
sa charge. Tout problème détecté en amont
de la réalisation est à la charge de Renault (mais
le coût est alors beaucoup plus faible, voire nul dans ces
phases amont du projet)
5.
Cette clause incite à les problèmes en amont, ce
qui est l'objet même de l'implication des outilleurs sur
les plateaux. Il ne suffit pas de rendre l'outilleur responsable
économiquement, faut-il encore que l'organisation lui fournisse
les moyens d'assumer cette responsabilité. Le plateau crédibilise
la contrainte économique. La régulation économique
est donc liée au contexte organisationnel dans lequel elle
opère. Dans le modèle séquentiel, ce principe
de régulation n'aurait pas véritablement contraint
les outilleurs qui, absents des phases de conception du produit
et du process, pouvaient toujours se retourner contre le constructeur
et lui reprocher une conception défaillante à l'origine
de la modification.
Une étude comparative entre deux projets a
permis de situer l'enjeu de cette incitation à 13% du coût
des outillages (Garel, 1994, p. 274).
Le contact direct
Des recherches montrent que la communication est
d'autant plus fréquente que les acteurs sont proches les
uns des autres (Smith et Reinertsen, 1993 ; Abel, 1993).
Nonaka (1994) ajoute une autre condition : la taille du groupe.
Au delà de dix à trente personnes les équipes
de conception ne pourrait plus interagir.
Le plateau est constitué de petits groupes.
Les outilleurs partenaires ne sont pas sur le plateau en permanence :
ils s'y rendent à l'occasion de rendez-vous déterminés
à l'avance. Certains experts ne sont presque jamais présents
sur le plateau, y compris aux moments cruciaux, étant généralement
empêchés par des contraintes sur d'autres projets
menés en parallèle
6.
Si le contact direct n'est pas toujours possible entre les experts
idoines, l'activité du plateau n'est pas pour autant bloquée.
En effet, vaut-il mieux avoir dix individus qui savent résoudre
à 99% les problèmes qui se posent ou trente individus
qui ne savent résoudre qu'à 80% les problèmes,
mais capables d'engager ceux qui savent à 99% et d'en rendre
compte aux autres acteurs du plateau ? Les traditionnelles
questions en sciences de gestion de délégation et
de gestion par exception resurgissent avec acuité dans
les activités de conception industrielle. Lorsqu'un ingénieur
est présent sur le plateau, l'important n'est pas seulement
ce qu'il sait techniquement, mais aussi sa capacité à
aller chercher dans son métier les solutions (c'est-à-dire
ceux qui les détiennent) aux problèmes posés.
Ses savoirs relationnels et ses savoirs d'évaluation sont
alors au moins aussi essentiels que ses savoirs techniques.
Nous pensons que l'ajustement mutuel est un facteur
de convergence des savoirs des concepteurs. Non seulement le plateau
crée une familiarité entre les acteurs de la conception
et développe des savoirs relationnels nouveaux, mais il
amène chaque acteur à s'impliquer. Sous le regard
des autres, chaque participant se sent jugé. Alors même
que ses savoirs techniques sont incomplets, chacun se sent obligé
d'intervenir si la pression d'autrui est forte : tu t'es engagé
devant tout le monde la semaine dernière, tu ne peux pas être en retard. La présence
de l'outilleur tend à recréer une identité
Renault. Le bureau d'études et les méthodes peuvent
se quereller pendant deux heures sur un rayon d'embouti, puis
tomber d'accord, sentant la de l'outilleur à les voir débattre
ainsi. Les savoirs techniques ont alors convergé. Les outilleurs
partenaires travaillent avec d'autres constructeurs, ce que nul
n'ignore chez Renault, et la perspective d'être comparés
à ses concurrents est également un facteur de convergence.
Par ailleurs, l'outilleur a toujours une demande
d'évaluation. Comme sa présence est irrégulière
sur le plateau, il exige des dates précises, des plannings
à jour, des plans corrigés… Il a davantage
conscience des problèmes de coûts que les techniciens
du constructeur. Il peut directement relier l'impact d'une modification
évitée et la charge de son atelier. Son entreprise
est à taille humaine : les primes de l'année
passées ont été réduites, le chômage
partiel guette les périodes de sous charge… Le metteur
au point de l'outilleur présent sur le plateau sait concrètement
ce que signifie . Au contraire, un technicien de Renault ne corrèle
pas directement l'expression d'un savoir technique et son impact
économique. La présence de l'outilleur aux côtés
des techniciens des méthodes et du bureau d'études
du constructeur favorise la convergence des savoirs techniques
et des savoirs d'évaluation et développe de nouveaux
savoirs relationnels, précieux pour les futurs projets.
Les objets physiques
A notre avis, les objets physiques favorisent :
- le développement de savoirs relationnels
nouveaux, les acteurs ayant été impliqués
dans des activités concrètes plutôt que dans
des débats en salle de réunion. Les objets physiques
permettent d'éprouver en commun. ; la preuve :
nous venons d'anticiper un problème faisabilité.
Nous parlons alors de .
- Les objets physiques favorisent également
la convergence des savoirs techniques. Le maître de musique
joue une note sur son instrument pour montrer à son élève
ce qu'il souhaite obtenir de lui. La note se joue, elle ne s'explique
pas. Sur le plateau, les savoirs techniques doivent s'exprimer,
exister socialement et ne pas rester confinés au monde
parfois symbolique de leurs détenteurs. Ils s'expriment
non seulement par la parole, mais aussi par le figuratif ou l'action.
Les objets physiques sont un mode privilégié d'expression
du savoir technique : sur le plateau, des dessins sont croqués,
des photos sont prises, des bouts de pâte à modeler
(afin de modifier les maquettes en temps réel), des morceaux
de papier ou de bois des pièces de véhicules de
série, des maquettes… sont utilisés. Nous avons
souvent vu des techniciens utiliser de la pâte à
modeler ou des bouts de bois pour expliquer ou pour montrer ce
qu'ils ne savent pas, ne veulent pas ou ne peuvent pas dire. .
Et de voir devant nous un amas difforme de matière rendre
à l'évidence tous les participants au plateau. Les
acteurs voient au delà de ce que voit le novice. Derrière
la pâte à modeler, ils devinent déjà
les lignes pures de la future voiture, celles-là même
que le novice ne saura jamais apprécier.
Le rôle des objets physiques est donc d'aider
la verbalisation ou de faire comprendre à l'autre en lui
montrant, en lui faisant écouter, en lui faisant éprouver.
I. Nonaka (1994) appelle le processus par lequel le savoir (technique)
tacite des acteurs de l'entreprise se transforme en savoir explicite.
Les objets physiques ont également un pouvoir de convergence
fort en mettant fin à des altercations parfois violentes :
la matière rend à l'évidence.
- Les objets physiques portent une partie de la mémoire
du projet et des projets antérieurs : ce ne sont pas
seulement les messageries électroniques, les dossiers,
les plans, les rapports de synthèse enterrés au
fond d'armoires qui conservent la mémoire du projet :
ce sont avant tout les savoirs des acteurs et les objets physiques.
Mais davantage que l'acteur individuel, l'objet physique incarne
un savoir collectif. Une maquette retravaillée simultanément
par un technicien des méthodes et un technicien d'études
sous l'oeil du designer davantage de savoirs que chacun des acteurs
isolément considérés. Un fabricant, de passage
sur le plateau, peut comprendre les intentions techniques de ses
collègues au travers de la maquette
7.
Il est très fréquent de voir une pièce prototype
ou d'un ancien projet servir d'étalon ou de point de références
dans les débats techniques. En observant une pièce
de carrosserie de la Twingo, alors qu'il n'a pas travaillé
sur ses outillages, un metteur au point à l'oeuvre sur
le projet Mégane, peut retrouver des difficultés
rencontrées lors de sa mise au point par ses prédécesseurs.
Ici, le raisonnement est analogique. Nonaka (1994) pense que les
objets physiques et plus particulièrement les prototypes,
agissent comme des dans l'explicitation des savoirs tacites. Il
est alors possible de ne pas tout dire aux autres concepteurs,
soit parce qu'on ne sait pas dire (je peux savoir faire et ne
pas savoir expliquer comment je fais ; je peux également,
même en tant qu'expert reconnu, rester silencieux
8
face à un problème, le temps qu'émerge une
solution ad hoc face à un problème singulier), soit
parce qu'il vaut mieux ne pas tout dire (l'explication peut tuer
l'action
9.
l'explication peut prendre du temps, l'explication d'un expert
peut froisser d'autres experts et susciter des conflits).
Au delà du cas de l'emboutissage, la mise
en place de plateaux dans l'industrie automobile peut se lire
à la fois comme :
- une transformation de l'organisation qui met en place des
acteurs-projets puissants et légitimes (plus généralement
une coordination transversale) dans un espace propice à
l'ajustement mutuel ;
- un processus favorisant la convergence des savoirs professionnels
via l'ajustement mutuel, les acteurs transversaux, les instruments
de gestion et les objets physiques ;
- la mise en relation de la régulation économique
et de la progression physique du travail sur le projet.
Conclusion
Les premiers résultats disponibles sur le
projet Mégane laissent apparaître une diminution
du délai total de conception en emboutissage de plusieurs
mois par rapport à un projet récent de taille comparable
(Garel, 1994, p. 271). Des recherches sont aujourd'hui en cours
dans l'industrie automobile sur les gains de concourante
10.
Changer l'organisation de la conception dans l'automobile aujourd'hui
pour réduire les cycles de développement entraîne
plusieurs conséquences.
- La concourance implique un temps d'apprentissage
qui est long : il dépasse en tous cas notre temps
de présence sur le terrain. Chez Renault, le projet Mégane
permet le de l'organisation concourante en tirant parti des liées
à l'apprentissage des nouvelles formes de coordination.
Les changements trop fréquents et trop brutaux contrarient
les apprentissages qui se développent.
- Aujourd'hui, dans l'industrie automobile, la performance
des projets se joue dans les métiers, c'est-à-dire
dans la capacité à faire converger des expertises
professionnelles différentes et complémentaires.
La concourance ne casse pas les métiers, elle ne cherche
pas à transformer les acteurs en généralistes,
spécialistes de toute la conception automobile, elle organise
la relation entre métiers. La complémentarité
des acteurs n'est pas la multidisciplinarité. Le metteur
au point ne devient pas un commerçant sur le plateau. C'est-à-dire
qu'il ne sert à rien de former les emboutisseurs au marketing.
Les relations entre les deux métiers sont toutefois indispensables,
mais c'est au nom de sa propre expertise que chacun s'exprime.
- Il ne suffira pas de
réunir les meilleures expertises sur un plateau pour optimiser
le triptyque qualité/coût/délai La dimension
cognitive nous paraît primordiale dans les situations de
conception, étant la véritable ressource de l'innovation.
Et plus les chercheurs étudient l'amont des phases de conception,
là où l'activité s'abstrait, se dématérialise,
plus cette dimension est importante.
Gilles GAREL
Université de Marne la Vallée
Centre de Recherche en Gestion
de l'Ecole Polytechnique
Bibliographie
Abel M. J., (1993), Readings in Groupware and
Computer-Supported Cooperative Work (CSCW), Assisting human-human
collaboration, Ronald, M. Baecker Editor, pp. 792-802.
Akrich M., Callon M., Latour B., (1988), , Gérer
et Comprendre, premier épisode : , Juin, n°11,
pp. 4-17 ; deuxième épisode : , Septembre,
n°12, pp. 14-29.
Baudry, B., (1995), L'économie des relations
interentreprises, La découverte, Paris, 126 pages.
Berry M., (1983), Une technologie invisible ? ;
l'impact des instruments de gestion sur l'évolution des
systèmes humains, Centre de Recherche en Gestion,
Juin, 93 pages.
Clark K. B., Fujimoto T., (1989), , Managing International
Manufacturing, pp. 127-152.
Clark K. B., Fujimoto T., (1991), Product development
performance. Strategy, organization and management in the world
auto industry, Havard Business School Press, 409 pages.
Coriat B., Weinstein O., (1995), Les nouvelles
théories de l'entreprise, Poche, 218 pages.
Desreumaux A., (1996), Revue Française
de Gestion, janvier-février, pp. 86-108.
Dubreil Y., (1993), Propos mis en forme par M. Berry,
Gérer et Comprendre, n° 31, Juin, pp. 40-45.
Fujimoto T., (1993), , in ETO Hajime, R&D
Strategies in Japan ; The national, regional and corporate
approach, Elsevier, pp. 143-175.
Garel G., (1993), Analyses de la Sédéis,
Septembre, pp. 53-61.
Garel G., (1994), Réduction du temps de
conception, concourance et savoirs professionnels : le cas
de l'emboutissage dans les projets automobiles, Thèse
de doctorat de l'Ecole polytechnique, 22 décembre, 435
pages.
Garel G., (1995), propos mis en forme par M. Berry,
Compte rendu du Séminaire Vie des Affaires de l'Ecole
de Paris du Management, 10 mars, 11 pages.
Garel G., Midler C., (1995), , Revue Française
de Gestion, Juin, Juillet, Août, n°104, pp. 86-101.
Giard V., Midler C., (1993), Pilotage de projet
et entreprises ; diversité et convergences, Economica,
327 pages.
Hatchuel A., Weil B., (1992), L'expert et le système,
Economica, 263 pages.
Hout T., Stalk G., (1993), Competing against time,
The Free Press, A division of Macmillan, Inc, New York, 1990,
trad franç : Vaincre le temps ; reconcevoir
l'entreprise pour un nouveau seuil de performance, Dunod,
333 pages.
Imai K. H., Nonaka I., Takeuchi H., (1985), in Clark
K. B., Hayes R. H, Lorenz C., The uneasy alliance, Harvard
Business School Press, pp. 337-375.
Laigle L., (1995), , Actes du GERPISA n°14,
Les relations constructeurs fournisseurs, mai, pp. 23-40.
Larson E. W., Gobeli D., (1985), Project Management
Journal, June, pp. 40-44.
Liker J.K., Ettlie J. E., Campbell J. C., (1995)
Engineered in Japan, Japanese Technology Management Practices,
Oxford University Press.
Midler C., (1993), L'auto qui n'existait pas ;
Management des projets et transformation de l'entreprise,
InterEditions, 215 pages.
Midler C., (1994), in Analyse économique
des conventions, sous la direction d 'A. Orléan, Paris,
PUF Economie, pp. 335-369.
Moisdon J. C., Weil B., (1992), , 1ère partie,
Gérer et Comprendre, n°28, Septembre 1992,
pp. 30-41 ; 2nde partie, Gérer et Comprendre,
n°29, Décembre, pp. 50-58.
Moisdon J. C., Weil B., (1993), , Sciences Humaines
Hors série, mai, pp. 26-28.
Miller R., (1993), Revue Française de Gestion,
Septembre Octobre, pp. 53-63.
Montmollin M., (1984), L'intelligence de la tâche-Eléments
d'ergonomie cognitive, Berne Peter Lang.
Navarre C., (1992), Gestion 2000, n°6,
Louvain, pp. 13-30.
Nonaka I., (1994), Organization Science, Vol.
5, N° 1, February, pp. 14-37.
Schon D. A., (1983), The reflective practitioner,
How professionals think in action, Basic Books, New York,
365 pages.
Schon D. A., (1988), Educating the reflective
practitioner, Jossey-Bass Publishers, 355 pages.
Reinertsen D. G., Smith P. G., (1993), Developping
products in half the time, Van Nostrand Reinhold, New York,
(1991) : traduc. franç., (1993), Développez
vos produits en moitié moins de temps, Editions d'Organisation,
Paris, 329 pages.
Takeuchi H., Nonaka I., (1986), , Harvard Business
Review, January-February, pp. 137-146.
Xuereb J. M., (1991), , Revue Française
de Gestion, Juin-Juillet-Août, pp. 96-104.
Liste des articles des Actes du Gerpisa no19 ;
Page d'accueil du GERPISA ;
Sommaire du serveur de l'université ;
Informations sur le serveur
du GERPISA ;
Vous pouvez faire part de vos remarques à : webmaster@univ-evry.fr