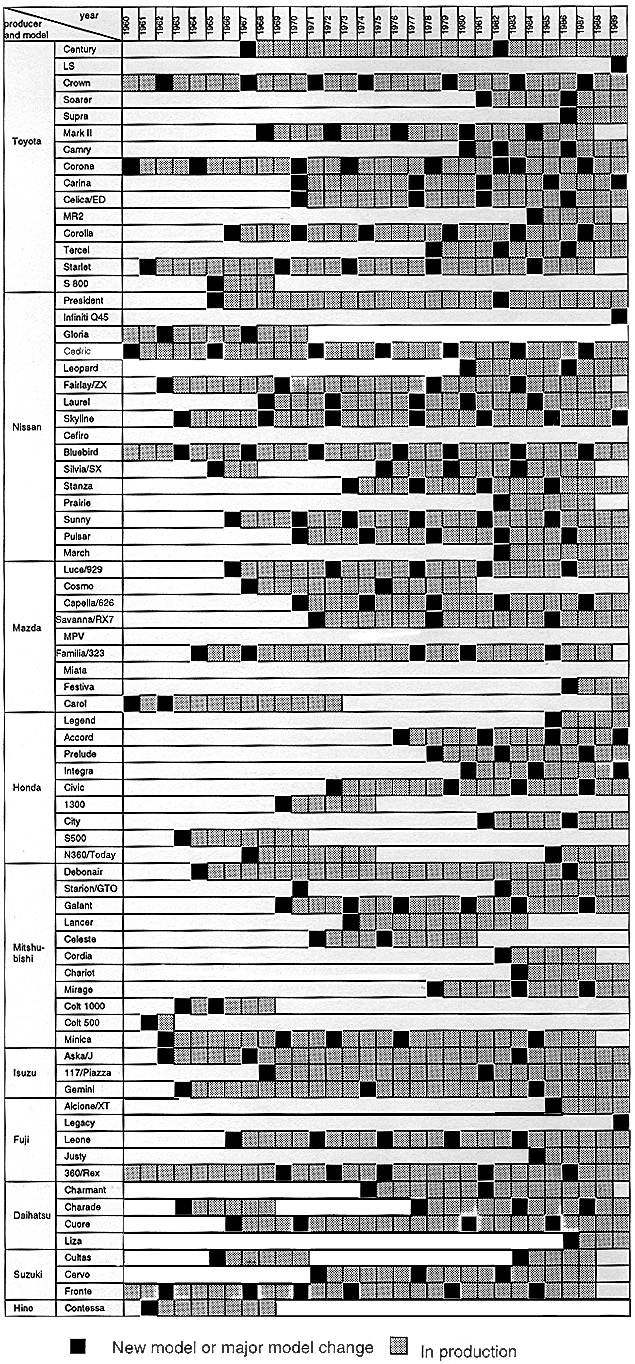
Figure 1 : Model Change History of Japanese Auto Industry
Takahiro FUJIMOTO
"Fat design," in the present paper, refers to a problem that the Japanese auto makers faced in the late 1980s to the early 1990s, including excessive levels of product variety and model change frequency, as well as too many model-specific parts, over-quality, and over-specification of their products. Many researchers and practitioners in the Japanese auto industry have regarded "fat design" as a main cause of overload for product engineers and erosion of their cost competitiveness since the beginning of 1990s.
After briefly describing backgrounds and some basic facts on "fat designs," the paper compares three alternative interpretation of this phenomenon : (i) adaptation to temporary and abnormal environment (the "bubble" economy), (ii) lack of adaptation to totally new environment (the post-growth era), (iii) over-adaptation to market variety and sophistication. The paper will then explain that behind the three interpretations are three different views of the firm : equilibrium perspective, paradigm-change perspective, and capability-evolution perspective. The paper will choose the third view, the over-adaptation hypothesis based on the evolutionary (or resource-capability) perspective of the firm, as the main tool for explaining this phenomenon.
The rest of the paper will analyze how the fat design problem emerged as a result of over-adaptation (or overshooting) by the Japanese auto makers. It will explain how excessive accumulation of the very product development capabilities that contributed to product competitiveness resulted in high cost structure : a side effect of inter-firm competition of dynamic capability building.
The post-war Japanese auto industry continued to grow for nearly 40 years since the early 1950s, when the Japanese domestic motor vehicle production was only less than 100K units per year. It's domestic production in units became world's largest in the early 1980s and peaked in 1990 with about 13.5 million units. This was the year when International Motor Vehicle Program praised high competitiveness of leading Japanese car makers by using the concept of "lean production system" (Womack et al., 1990).
The Japanese auto industry faced a series of problems in the first half of the 1990s, however : Labor shortage became a critical issue around 1991 ; Post-bubble recession negatively affected Japanese domestic sales and profitability in 1992 ; Loss of cost competitiveness due to further appreciation of yen, Western "reverse catch-up" and continued trade friction mainly with the U.S.A. decreased exports of Japanese motor vehicles dramatically, after 1993 (production overseas increased accordingly). After all, the Japanese auto industry was experiencing a transition period from the era of continuous growth to the era of fluctuation in domestic production volume, which would be the basic pattern of competitive environments for the Japanese auto industry toward the next century.
As the 40 years of continuous growth ended, certain problems of the existing growth-oriented system surfaced in the early 1990s. First, employee satisfaction of direct productive work (if not human resource management in general) had not been explicitly pursued by the Japanese auto makers, unlike their tenacious pursuit of customer satisfaction, which resulted in insufficient attractiveness of work places (assembly lines in particular), increase in employee turn over ratio, and difficulty in recruiting young people as permanent workers. Second, although production-development-procurement systems of the Japanese auto firms remained "lean" (efficient, quick and flexible) in the 1990s, certain inefficient factors (or fat) also surfaced as Japanese competitive advantages shrunk : fat product designs, fat plant designs, fat distribution systems, and so on. To sum up, the growth-oriented system that the Japanese auto industry had built up until the 1980s created some problems of imbalance, including imbalance between employee satisfaction and customer satisfaction, imbalance between lean elements and fat elements coexisting in the total system, as well as imbalance between ability to handle inter-firm competition, cooperation and conflicts. These problems already existed potentially in the 1980s but did not surface because of the continued growth ; They were finally revealed as the growth era ended. Thus, what they need toward the 21th century would be a balance-oriented system that can still maintain the strength of so-called lean system of the 1980s. The author calls this trend "from the lean-on-growth system to the lean-on-balance system (Fujimoto, 1994a, Fujimoto and Takeishi, 1994).
The "fat design" problem and the firms' effort toward "lean product design," the topic of the present chapter, is one of the most important parts of the Japanese companies' efforts to alleviate the fat-lean imbalance mentioned above. The rest of the paper will describe and analyze the structure, consequence, and origins of the fat design problem mainly from the point of view of dynamic capability approaches or evolutionary theories of the firm.
Having described the background, let us now turn to the definition and some facts on the fat design problem.
Definition : It is difficult to define "fat design" based on objective data. In theory, fat (or excessive) product design can be defined as the situation where marginal cost of adding one element of product design exceeds marginal increase in revenue due to improved customer satisfaction (i.e., higher reservation price, more sales). In practice, however, there is no operational criterion that can tell us if a given product design is fat. Thus, we have to accumulate circumstantial evidences, collect opinions of practitioners, and make overall judgement on whether fat design exists in a given set of products. Let us present some circumstantial evidences.
Excessive Product Variety ? : It is important here to distinguish peripheral product proliferation at the level of variations within a model and fundamental product proliferation at the level of basic models offered by one company. In the latter case, product variety may still be important as long as market needs continue to become diversified. In fact, there has been no indication of variety reduction in the early 1990s at this level (figure 1). When additional models were needed for growing overseas markets and domestic non-sedan markets, it would not be reasonable for an automobile mass producer to advocate unilateral reduction of basic model varieties.
At the level of peripheral product proliferation, however, a general consensus had existed among the practitioners of the Japanese auto industry that the number of product variations per each model was excessive in some ways or others. For example, around 1990, when Toyota's total output was about 300K per month, it was making about 60K product variations per month, of which 25K were assembled only one per month. A less selling half of these variations occupied only 5% of the total sales. This level of product variations could have been justified if they had resulted from equally diversified customer demand, but much less than a half of the vehicles on the assembly line had been linked to firm orders by final users then. Thus, it was likely that many of the variations were contributing little to increase in customer satisfaction while they were likely to have incurred additional cost due to unnecessary product engineering, small volume production, more complexity in assembly, increased risk of mistakes in production, and so on.
Excessive Parts Variety ? : Given the level of product variety, parts variety may be excessive when the firms do not use common parts across their models when they could do it without sacrificing customer satisfaction. On the other hand, according to Clark and Fujimoto (1991), average ratio of common parts with other existing models within a firm (and/or carried over parts from previous models), was lower in Japanese new car projects of the 1980s (about 20%) than the European (about 30%) and the U.S. (about 40%) counterparts. The question is whether this level of the Japanese average was too low, but it is hard to tell by these data alone. Lower common parts (i.e. more unique design parts) would certainly improve product integrity (Clark and Fujimoto, 1990) and product differentiation from other models, but this would also result in cost increase by added complexity due to the parts variety.
In retrospect, however, there may have been excessive parts variety because of lower common parts ratio in many cases. For example, Honda's 1993 Accord and 1994 Odyssey both used over 50% of common parts, unusually high rates for Honda historically, but it successfully created effectively differentiated products in both cases. Overall, there was a general consensus among the Japanese managers that they could increase common parts ratios in many products without sacrificing product integrity or total product quality.
Excessive Model Changes ? : The Japanese auto makers on average have maintained about 4.5 year model change intervals since the 1960s, with regular 4 year cycles for their main products in the sedan category, which has been much shorter than the US and European counterparts (Clark and Fujimoto, 1992 ; See also figure 1). It should be noted that the frequent change in Japan was not something new in the 1980s, but a persistent pattern caused partly the historically intense domestic competition among relatively large number of auto makers (11 to 12 between the 1960s to early 1990s).
Renewing models frequently would certainly have positive effects on customer satisfaction and competitiveness by keeping the models fresh in customers' minds and by integrating the latest technologies into the products. However, the model change cycles may be excessively fast for certain products when the marginal costs of product development and capital investments both in car makers and suppliers, extra work load of engineers, as well as damages to existing customers due to reduced resale value of past models exceeds marginal benefit mentioned above. This balance would be different depending upon the market segments (Takeishi and Kawahara, 1994), but there was a tendency for the Japanese auto makers in the first half of the 1990s to prolong model change cycle in selected products, if not their main stream models. It is important, however, not to confuse model change cycles with development lead times. As for the latter, there have been a clear tendency to shorten them further in the mid 1990s not only in Western but also in Japanese car makers.
Over-Specification and Over-quality ? : It has been pointed out by many practitioners and researchers that the Japanese cars in the late 1980s and early 1990s had been suffering from high cost due to over-specifications (i.e., unnecessary functions and equipment) and over-quality (i.e., excessively sophisticated structures and/or materials for a given function). Whether excessive or not, the Japanese cars were certainly increasing their product contents and size. The share of Japanese cars equipped with automatic transmission in the domestic market, for example, increased from 28% in 1980 to 73% in 1990 ; as for power steering, from 24% in 1980 to over 90% in 1990. The share of Japanese cars with engines larger than 2000 cc also increased from 3% in 1980 to 9% in 1990. It is virtually impossible to distinguish the factor of over-specification and that of normal product evolution in the above cases, though. It is even more difficult to measure the degree of over-quality, as this involves cumulative effects of many small design decisions, such as whether to use two bolts or three bolts to tie a certain component, whether to use sheet steel that is 0.1 mm thinner in certain body parts, and so on. However, one circumstantial evidence is a comment by a product engineer of a German car maker in the late 1980s in the author's interview with him that one of the leading Japanese models (sub-compact segment) of those days was about 500 dollars more expensive than the equivalent German model due to over-quality and excessive designs, other things being equal.
To sum up, many data indicate that product complexity, product variety and parts variety of the Japanese automobiles increased during the 1980s. As mentioned earlier, it is difficult to judge objectively if the level of product complexity was in fact excessive by such data alone, but there were enough circumstantial evidences that made many practitioners and researchers believe that the Japanese auto firms had faced a problem of excessive (i.e., fat) design problem by the end of the 1980s. Accordingly, the Japanese auto makers started to make massive efforts to simplify their products. In 1993 fiscal year alone, for example, Toyota cut its product cost by 160 billion yen in order to make up for its equally huge loss due to yen's appreciation, of which as much as 100 billion yen ascribed to simplification of product designs (e.g., variety reduction, common parts, value engineering, etc.), apparently without much sacrifice of customer satisfaction. Thus, it would be reasonable to conclude that the problem of "fat product design" actually existed in the late 1980s to the early 1990s.
Figure 1 : Model Change History of Japanese Auto Industry
Note : Models with extremely small vomume and short life are excluded. Jeep-type models and cab-over vans are also excluded. Only the most common name plates are shown.
Adopted from Clark and Fujimoto (1992).
Generally speaking, there appears to be one perspective in the theories of the firm that fits this first hypothesis : the equilibrium perspective of the firm, which is a standard view in the neo-classical micro theory. According to this view, the firms can adjust their resource and capability instantly to the changes in market environments to reach an equilibrium, partly because of the assumption that firms' resources are malleable, and that they make accurate decisions to maximize their profits or present value based on perfect information. As the surviving firms are found always in the equilibrium point in the activity space, neither mis-adaptation nor over-adaptation exists in theory because of the above assumptions. Thus, from the equilibrium perspective's point of view, it is quite natural to conclude that the auto firms developed "fat" designs simply in accurate response to "fat demand" in the market.
| 1. Adaptation to the "Buble" Environment |
|
|
Late 1980s = abnormal (bubbly demand)
Mid 1990s = back to normal |
| 2. Mis-Adaptation to the "Post Growth" Environment |
|
| Late 1980s = end of growth- proliferation era Early 1990s = start of post-growth era (variety is no longer emphasized) |
| 3. Over-Adaptation to Variety and Integrity |
|
| Late 1980s = variety and integrity emphasized Early 1990s = still emphasized (customers' evolution continues) |
As mentioned earlier in this paper, the Japanese automobile industry continued to grow between the 1950s and 1980s, during which the production-development-supplier systems of the auto makers and suppliers emerged. It should be particularly noted that this growth was accompanied by rapid proliferation of models and variations, a unique feature of the growth pattern in Japan's post-war motor vehicle industry compared, for example, with the growth pattern of U.S. auto industry in the 1910s to 1920s, where rapid expansion of production was achieved by virtually one model : Ford Model T. This pattern of "rapid production growth with rapid product proliferation" had a profound impact on the process of capability building by the Japanese auto firms : A unique set of capabilities, which consists of short model change cycles, model range expansion, proliferation of product variety, emphasis on flexibility, continuous improvements in quality, and so on, emerged in response to this patterns of continuous growth with variety expansion.
According to the mis-adaptation hypothesis, however, as the long period of Japan's continuous growth finally ended around the 1990s, a set of firms' capabilities that had been built during that period would not fit at all the situations in the post-growth era. It is important to note here that this hypothesis assumes that the nature of the market needs will also be changed when the growth period ends. That is, the level of product-market variety and sophistication, which was supported by the economy of scale and growth, will no longer be sustainable in the post-growth era. Thus, according to the mis-adaptation hypothesis, product variety and product integrity would no longer be so emphasised when the growth era is over.
Consequently, a significant gap between the requirements of the post-growth environments and the capabilities built throughout the growth era would persist. In this situation, this second hypothesis assumes that the Japanese firms would have to change the existing system as a whole by prolonging model change cycles, reducing the number of basic models, reducing variations, using more common parts across the models, emphasizing economy of scale, simplifying product designs, de-emphasizing product quality, and so on, all at the same time, in order to remain cost-competitive.
Thus, the prescription that the "mis-adaptation" hypothesis proposes is virtually replacement of the old system by an entirely new system, rather than incremental adjustment of the existing system. This will mean a total rejection of the "growth with variety" model of the post-war Japanese auto industry. Now that the Japanese firms cannot rely on the continuous growth of domestic production, according to this hypothesis, they have to drastically simplify their product designs and deemphasize their product variety, which may, in a sense, even imply a return to the American-style mass production system that emphasizes economy of scale. In short, what is called for here is a discontinuous transformation of the entire manufacturing system, in which simplification of product designs is only one element.
One perspective in the theories of the firm that fits well with this "long-term mis-adaptation" hypothesis seems to be the paradigm-change view of the firm. This perspective sees the process of changes as a discontinuous replacement or dethronement of the old system by a totally new one, rather than continuous adaptation of the existing system to a new environment. What is assumed in this process of system transformation is "revolution" rather than evolution.
In this sense, the paradigm-change perspective finds its roots in Thomas Kuhn's theory of scientific revolution (Kuhn, 1970) or even classical Marxist theories of economic system changes. What is common among such revolutionary views is the assumption that a stable system exists not because it is adapted to external environments but simply because it is internally consistent. Even when a gap between the system capability and environmental requirements widens, that old system itself is unable to re-adapt itself to the new environments. Thus, the system change occurs only in the form of replacement of the old regime by the new one.
In the above context, the problem for the Japanese auto firms of the early 1990s can be interpreted as the situation in which the old paradigm based on "production growth through model proliferation," losing its ability to compete effectively in the world market, had to be replaced by a new paradigm for the post-growth era, in which product variety and product sophistication are no longer emphasized. The shift from fat product design to lean product design can be interpreted here as but one element of this fundamental system change.
The "over-adaptation" hypothesis, just like "mis-adaptation" hypothesis, analyzes the "fat design" syndrome as a long-term problem related to the limit of the growth-oriented system. Unlike the latter, however, the over-adaptation hypothesis does not reject the entire capabilities of the 1980s as totally obsolete. Instead, it argues that the set of product development capabilities that the Japanese auto makers accumulated up to the 1980s (e.g., variety expansion, frequent model changes, unique parts designs, a high level of quality and flexibility, etc.) are still contributing to their competitive advantage in the 1990s, because the market needs that emphasizes fundamental product variety and product integrity still continues despite the end of the continuous growth era. That is, whereas the "mis-adaptation" hypothesis emphasizes discontinuity between the 1980s and the 1990s, the "over-adaptation" hypothesis recognizes their continuity in terms of variety, uncertainty, change, and sophistication of the customer needs (Clark and Fujimoto, 1991) : The era of growth ended, but the era of variety and integrity continues. The real problem was, according to this view, that some firms accumulated and utilized the very capabilities that contributed to their competitive advantages excessively, so that its side effects surfaced.
Why does such overshooting happen ? This hypothesis argues that there is a certain process through which those firms with relatively high dynamic capabilities tend to over-accumulate or over-use their organisational capabilities. Business firms compete not only by price setting in the short run but also by capability building in the long run. Under intense pressures of such a dynamic competition, a firm tends to accelerate its efforts to outperform its rivals in the pace of capability building. The firm, however, know in advance neither the level of the competitors' capabilities, nor optimal level of the capabilities that the market calls for. As a result, the firms that outpace the others in the capability building race also tend to suffer from side effects of over-adaptation. We will analyze this dynamic process of overshooting in further details in the next section.
One perspective in the theories of the firm that seems to be close to the above idea is the dynamic capability or evolutionary perspective. The capability-evolution perspective (or resource-capability perspective) has attracted increasing attention of researchers in social science in recent years (Penrose, 1959 ; Nelson and Winter, 1982 ; Dosi, 1982 ; Nonaka, 1985 ; Chandler, 1990 ; Teece et al., 1992, Fujimoto, 1994b, Boyer and Freyssenet, 1995, etc.), although the origin of this line of researches may be traced back to the work of Schumpeter. By capability (or competence) we mean a stable patterns of a firm's productive resources (in Penrose's sense) and their activities which creates inter-firm differences in organisational performance (competitiveness in particular) and is hard to imitate by its competitors.
In this view, it is assumed that (i) in the long run, business firms are able to adapt their organizational capabilities to the competitive environments, but that (ii) in the short run, such adaptations tend to be incomplete due to "sticky" nature of the resource-capability, bounded rationality of the firms, and so on. In this way, the resource-capability-evolution perceptive disagrees with the notion that the firms are totally unable to adapt their system to the environment (i ;e ;, the paradigm-change perspective), but it also disagree with the assumption that the firms can perfectly and continuously adapt their system to the environments (i.e., the equilibrium perspective). In this sense, the capability-evolution view is a middle-roaded view between the two extremes.
The resource-capability-evolution view also emphasizes the notion that "history matters." When a firm re-adapts its productive resources and capabilities to the changing environment, it does so by retaining and utilizing most of the existing systems, adding new elements of functions and structures, subtracting what became obsolete, and regaining the total balance. However, the firm's ability to move, speed up, slow down, and re-direct in such evolutionary processes is limited, so the pattern of it resource-capability at one point in time is constrained by that at the previous period at least partially.
This perspective seems to fit particularly well with those industries in which the pace of technological changes and / or industrial transformation is neither very high nor very low.
In summary, all of the three pairs of hypotheses and perspectives described above seem to be able to explain at least part of the fat design phenomenon. The bubble economy, the post-growth transformation, and the overshooting -- all seem to have influenced the fat design syndrome. However, the current paper will focus on the third interpretation, the "over-adaptation" hypothesis backed by resource-capability-evolution perspective.
The "adaptation to the bubble" hypothesis certainly explains part of the story, but it fails to distinguish long-term market evolution toward higher variety and sophistication of customer needs on the one hand, and short-term deviation from the regular evolutionary path (i ;e ;, "bubble") on the other hand, and overlooks the former effect. As a result, this view tends to over-emphasize the negative impact of the "bubble" market and simply reject the fat design as something abnormal. The actual process described earlier in this paper appears to be more complicated and dynamic than this interpretation, though. It cannot explain why the tendency of the Japanese firms toward higher variety and frequent changes existed prior to the bubble era, either.
The "mis-adaptation to the post-growth" hypothesis is also persuasive in certain aspects, particularly in that it interprets the fat design syndrome in a broader and long-term context of "the limit of the growth-oriented system" in the post-growth. The end of the continuous growth was certainly an important factor that triggered this problem. The sharp dichotomy that this interpretation agues between the growth system and post-growth system may be problematic, though. Such a black-or-white view may be too extreme and too simplistic to explain the complexity of the phenomenon in question. This view, for example, cannot explain why the Western auto firms are still trying to catch up with the Japanese firms in both performance and capability even in the mid 1990s (Clark and Fujimoto, 1994 ; Fujimoto, 1996 ; Ellison, et al., 1995). This fact discussed later on, indicates that most of the capabilities of the Japanese auto makers of the 1980s are not still obsolete in the arena of international competition, but the hypothesis that the Japanese system in the 1980s became totally invalid cannot explain such facts.
Thus, this paper will focus on the third interpretation, the over-adaptation hypothesis, which seems to be most relevant in explaining the apparently complex process through which fat product design emerged. The next section explores this hypothesis in more detail.
Applying the above evolutionary perspective to the case of the "fat product design," it is argued here that "overuse" of the same capability that created competitive advantages in the 1980s was a main source of the problems in the 1990s. The logic behind this phenomenon is that the firms tend to overshoot : They tend to overuse the capabilities that their competitive advantages have depend on. For example, the US firms once became overwhelmingly competitive in the world auto industry through their mass production system based on specialisation, but subsequently, in the 1970s and 1980s, they suffered from "over-specialization" syndrome. Likewise, the Japanese once enjoyed competitive advantages in product variety and product integrity in the 1980s, but they may have been suffering from over-variety and / or over-integrity by the early 1990s.
More specifically, the present paper proposes a certain stage model that may help us understand the dynamics of the "fat design" syndrome 1.
- Pursuit of better functions and technologies at the individual component level. Building organizational capabilities around element technologies. Element-focused strategy for product development (Iansiti, 1993). Functional organization best fits this stage.
- The element-driven strategy faces the limit. The firms find that they cannot differentiate their products by superiority in component technologies alone (Clark, 1989). The companies with superior component technology tend to fail in the market at this stage.
- The companies start to focus on product integrity (Clark and Fujimoto, 1990, Fujimoto, 1991) as a key differentiater at the system (i.e. total product) level. System-focused strategy for individual product development is chosen (Iansiti, 1993). Tight project teams and "heavy-weight" project managers are better structures for this stage (Clark and Fujimoto, 1991).
- The companies pursuing customer satisfaction through total product quality face a problem of over-quality and increasing cost as a side effects of their efforts toward higher product integrity and product variety. The companies with superior project management at individual product level tend to fail in the market at this stage. Heavy weigh product manager system and strong cross-functional team, designed for higher product integrity, often create a problem of lack of cross-project coordination.
- The companies start to make efforts toward "lean product design" by cutting product cost dramatically mostly by simplifying designs while maintaining the level of product integrity and customer satisfaction. Shifting focus from individual products to the company-wide product line may be a key for this stage, as the problem of "fat design" tends to happen in the lower end products. Reorganization for multiple project management often becomes the issue. A strong multi-product planners who have a clear sense of product positioning, or individual product managers who have a clear sense of priority and orientation to lean design often become key people.
Using the above framework, we can interpret the current issue of "fat design" of the Japanese firms and their subsequent efforts toward "lean design" as a transition process from the stage (4) to stage (5).
Essentially, the above hypothetical framework implies that the "focus of competition" shifts over time, and the focus of capability building also shifts accordingly. It also argues that capability building tends not to be a smooth and balanced process, but an unbalanced process of overshooting and re-balancing. A firm may focus on one dimension (or level) of product development capability, accumulate organizational capability along one dimension, do it too much, face problems in other dimensions or levels, and try to regain balance by shifting attentions to other dimensions.
Generally speaking, of course, we should not impose one single deterministic model to the cases of the real world. The actual processes would also be much more complicated than such a simple linear model. However, this kind of conceptual framework may still help researchers better understand the basic dynamics of the firms' capability building and adaptation, partly because it is linked to one of the main perspectives in the theories of the firm, and partly because there appear to be various cases where manufacturing firms in some Japanese fabrication-assembly industries of the 1980s -90s (e.g., motor vehicles, single lens reflex cameras, men's suits, certain consumer electronics) followed this basic pattern.
It is also important to note here that capabilities of the firms in manufacturing / developing products and capabilities of consumers in developing the products tend co-evolve side by side. For example, the shift from element (component) focus to system (product integrity) focus is likely to be accompanied by improvement of customers' capability to discern subtle product differences at the total product level in the context of their problem solving in the consumption space. In other words, knowledge hierarchy of the manufacturer and that of the customers interact each other (Clark, 1985).
Having described the conceptual framework based on the evolutionary perspective, let us now get into some details of the "fat design" process.
Competitive Environment : The automobile industries in relatively advanced auto-producing countries (Europe, North America and Japan) in the 1980s can be characterized as follows. First, as the basic product concepts of the European, American and Japanese models tended to converge after the oil crises, direct product-to-product competition between the auto makers of the three regions intensified. That is, the competition became global-scale.
Second, the global competition intensified not only in terms of price (cost), but also in terms of the content of products themselves. In other words, product development performance and capabilities became increasingly important in the global-scale competition of the 1980s.
Third, as the customer needs became sophisticated, as cumulative (if not radical) technological advancement was accelerated, and as the number of internationally competing firms increased, the nature of the new product competition also changed. That is, the level of uncertainty (unpredictability), volatility (rapid changes), and variety (diversification) in both market needs and technologies became higher at the same time throughout the 1980s. Besides, as the consumers accumulated their experiences with the cars, the customers began to emphasise certain consistency or coherence of the total product in terms of function, form, and meaning : a holistic criterion that may be called "product integrity" (Clark and Fujimoto, 1990).
Forth, as a result if the above-mentioned transformation in the competitive environment, the requirements for the competing auto firms to win the global competition also became challenging, in that the effective firms had to maintain relatively high levels of model variety, model change frequency, and product integrity at the same time. This logically meant that such firms needed to achieve high performance in terms of (i) short product development lead time, (ii) high development productivity, (iii) and high total product quality at the same time (Clark and Fujimoto, 1991).
Product Development Performance : In order to identify effective patterns of product development when the competitive environments call for the above requirements, Clark and Fujimoto (1991) at Harvard University made an empirical research involving about 20 auto makers and about 30 projects in the 1980s. Its statistical results revealed that both region-specific and firm-specific patterns coexisted in term of product development performance. That is, the Japanese sample projects studied on average tended to show significantly shorter lead time and higher productivity compared with the U.S. and European counterparts -- an obvious "Japan effect." At the same time, however, the results in total product quality revealed considerable performance differences within each regional group (including the Japanese), making the "Japan effect" virtually insignificant. Only a small fraction of the Japanese firms demonstrated world class performance in this criterion. Overall, statistical results of the study indicated that only a few Japanese firms (projects) studied in the 1980s achieved internationally high performance in all three criteria.
Capabilities in Product Development : Clark and Fujimoto (1991) then tried to identify product development capabilities, or effective patterns of organizations and processes in product development, which characterised the all-round high performers mentioned above. Both clinical and statistical researches revealed several patterns common to the high performers : (i) parts suppliers' involvement in car development ; (ii) effective application of high manufacturing capabilities to product development process in such areas as stamping die development and prototype making ; (iii) overlapping and intensive coordination between the product engineering stage and the process engineering stage (i.e., simultaneous engineering) ; (iv) a relatively small and coherent project team for each new product development with a rather broad task assignment to each engineer ; (v) existence of "heavy-weight product manager" for each project, who functions as strong concept champion and strong project coordinator at the same time, and so on.
As in the case of performance, the study indicated that both region-specific and firm-specific patterns co-existed in the case of product development capabilities. That is, among the above factors of the capabilities, (i) to (iv) were the patterns observed in the Japanese projects in general, whereas (v) was observed only in a part of the Japanese group. Interestingly enough, the Japanese firms that consistently had all of the capabilities from (i) to (v) coincided with the above-mentioned auto makers achieving high performance in all three aspects. This result made the authors infer that the product development capabilities identified here would be key factors for market success in the new product competition in the 1980s.
The Patterns in the 1990s : The Harvard study group repeated a similar survey in 1993 (Ellison, Clark, Fujimoto and Hyun, 1995) to find that significant catch up by the Western (the U.S. in particular) auto makers with the Japanese apparently occurred in both development lead time and productivity between the late 1980s and the early 1990s. Also, the same survey indicated a tendency toward convergence between the Japanese and Western projects in most of the factors of development capabilities (i) to (v) mentioned above. This result makes the authors infer that the set of the capabilities that contributed to high performance in the 1980s remained to be key factors for international new product competition in the early 1990s, which might indicate robustness of the original findings of Clark and Fujimoto (1991). Also, The statistical data were generally consistent with the anecdotal information on the U.S. catch-up story (Clark and Fujimoto, 1994).
It should be noted here that these findings are basically consistent with the over-adaptation hypothesis in that the development capabilities of the 1980s are not obsolete in the 1990s, as the market internationally still emphasizes fundamental product variety and product integrity. In other words, the empirical results shown above are more or less fitting the interpretation based on the evolutionary perspective of the firm.
Although it is difficult to show systematic and quantitative evidences that support this hypothesis, there are some circumstantial evidences that can be interpreted consistently by the "overshooting" theory. Several examples are illustrated below :
Over-use of High Development Productivity : Given the amount of R&D resource inputs (budget, human resource ; etc.), and other things being equal, a company with higher development productivity (less inputs per project) can develop a larger number of new models for wider model variety and / or more frequent model changes, which in turn can enhance its chance of having a successful product ( Clark and Fujimoto, 1992). However, the same capability can become a cause of excessive product proliferation. If the Japanese auto makers had not had relatively high levels of development productivity, it would have been impossible for them to develop too many variations too frequently in the first place. Again, those firms with a higher capability tend also to have a higher risk of overshooting when competitive pressures for the capability building race is intense.
Short Lead Time Hampering Design Simplification :, When lead time is short, the auto engineers tend not to have enough time to check the relevance of their engineering standards, even when they represent over-quality from the customers' point of view. Today's automobile maker possesses engineering standards that as a whole are as thick as dozens of phone books. This huge accumulation of design rules facilitate quick and efficient execution of product engineering, but they also can become a bureaucratic procedures that tend to create fat design. For example, when only two bolts are enough to hold a particular component in today's technology, an old standard that requires three bolts may remain unquestioned. When engineering lead time is short, there may be even higher chances for old standards to remain unquestioned for generations of models.
Over-Emphasis on Product Integrity : When "product integrity" is recognized as the key to market success, product designers and engineers tend to start insisting that high price can be justified by improvements in product integrity. When this period coincides with economic booms such as the "bubble economy", the notion that product integrity is sacred prevails, cost planning becomes less rigorous, and product cost increases. In other words, the period of reckless pursuit of product integrity may contribute to long-term evolution of the firms' capability, but it is likely to result in cost increase in the short run. In fact, such a phenomenon was observed at Toyota and other Japanese makers in the late 1980s.
Over-Use of the Customer Satisfaction (CS) Method : The Japanese makers have emphasized customer satisfaction, which in philosophy is an important thing to pursue, but this often meant pursuing high scores of Customer Satisfaction "Index" (CSI), which consisted of a long laundry list of "things to be done". If the engineers and designers emphasize such a list too much and try to fill it in without a sense of priority, the result tends to be a fat design. Besides, such a list tends to consists of customer dissatisfaction elements to be eliminated rather than customer satisfaction factors to be created, because dissatisfaction is easier to measure than satisfaction. Unfortunately, however, elimination of customer dissatisfaction does not automatically mean high customer satisfaction, as the two are often different dimensions. As a result, the pursuit of the CS technique based on the dissatisfaction list may create high cost products that have no problem, but have no fun, either.
Abuse of Supplier and Manufacturing Capabilities : As mentioned earlier, flexibility and design capabilities of parts suppliers, as well as high manufacturing capabilities of in-house production units, were contributing to the relatively high performance of the Japanese car development projects in terms of speed and efficiency throughout the 1980s. This, however, also means that the suppliers and manufacturing units can respond to the product development unit's requests for more and more product variety and / or product-specific component designs. If they had not been flexible and responsive, such requests for fatter designs would have been difficult to realize in the first place.
Side-Effects of Heavy Weight Product Manager : Heavy-weight product manager system was apparently a main source of product integrity and competitive advantage of some Japanese auto makers of the 1980s, as discussed before, but this can also become a source of the fat designs when excessively emphasized. When each individual product manager is powerful, inter-project management may become difficult, as each manager tends to behave too autonomously. For example, a sense of ownership of the product managers is important for enhancing product integrity, but if it is too strong, they start to insist that their products be unique down to each components for design optimization. In other cases, they may insist that their new products get novel technologies and equipment that were successfully introduced in the upper models in the past. Thus, the very existence of heavy-weight product managers, particularly when competing for internal promotion, may contribute to excessive complexity of the parts.
Variety as Self-Fulfilling Prophecy : As Penrose (1959) points out, firms tend to adapt themselves to perceived environments as opposed to real ones. When auto makers increase product variety, they are reacting to the perception that consumers need variety, rather than the real variety in actual demands. When engineers plan and develop variety of product design, there is no way they can calculate optimal level of product variety. In such a situation, they tend to create more varieties for insurance -- a shot gun approach. When they manage to sell the variations in some ways or others, including heavy discounts, the planned variety becomes a self-fulfilling prophesy. There is virtually no effective way to control this process of design multiplication. Thus, variety of product design tends to proliferate.
To sum up, the organizational capabilities that the Japanese auto makers (a few high performing firms in particular) had accumulated by the 1980s, as well as their pursuit of higher performance in development lead time, productivity and product integrity, seem also to be the very causes of their subsequent problem, the fat design, in many ways. This dynamic pattern that the source of strength also become a source of weakness was repeatedly observed in the above anecdotal examples. Although the present paper intends to insist neither that the "over-adaptation" hypothesis can explain all aspects of this phenomenon, nor that this is the only valid interpretation, it would be reasonable to argue that this hypothesis can consistently explain much of what actually happened in the late 1980s to the early 1990s in many of the car designs in Japan.
The other two alternative interpretations presented in this paper, the "adaptation to bubble economy" hypothesis and "mis-adaptation to the post-growth era" hypothesis seem also to be able to explain some part of the story, as mentioned earlier, but in a less consistent manner. For example, the "bubble" hypothesis cannot explain why the tendency toward fat designs existed even before the bubble era ; The "post-growth" hypothesis cannot explain why most of the capabilities that were effective in the 1980s (i.e., the growth era) are still regarded as key in the international new product competition in the 1990s (i.e., the post-growth era). Although the three hypotheses shown in table 1 are more or less complementary in understanding the whole picture of the fat design phenomenon, the over-adaptation hypothesis seems to be the most consistent framework among the three.
This, of course, does not mean that the Japanese makers did not have to change anything. When "bubble economy" and "continuous growth" was both over, Japanese product planners and engineers could no longer say that cost increase could be justified by improvements in product functions and features. As customers became more price-sensitive, it became increasingly difficult for new products that has both high design quality and high price to penetrate in the post-bubble markets. Cost reduction was the necessity here. However, as the producers entered the post-growth era, they could no longer expect cost reduction from volume growth.
While it was also difficult for the companies that already have efficient production system to further reduce costs dramatically by the shop floor Kaizen (improvements) efforts alone, product design simplification, low cost automation, and transfer of production facilities to low cost regions are three promising solutions. In the case of the Japanese auto makers in the mid 1990s, however, design simplification, or "lean design," turned out to be the most effective means for cost reduction of this period. The lean production system needed to be accompanied by "lean product design."
What made this challenge of design simplification more difficult to cope with was, as pointed out before, the fact that consumers expectations on product integrity (i.e., total product quality) and fundamental (not superficial) variety continued, as the evolutionary view predicts. Once the consumers experience a product of high product integrity and design quality, for example, they tend to set their reference points based on these products. Thus, consumers' expectations on price tend to fluctuate as their budget constraints changes between booms and recessions, but their expectations on total product quality tend to stay at the high level even after the boom period is over.
To sum up, one of the most powerful prescriptions or the Japanese auto makers to overcome their problems of the mid 1990s was "lean design." However, this was neither a simple matter of "going back to normal" as "adaptation to the bubble" hypothesis would prescribe, nor "changing everything" as "mis-adaptation to the post growth" hypothesis would propose. A more subtle balance was needed as the firms had to simplify their product designs without sacrificing fundamental product differentiation and product integrity 2.
In fact, the Japanese firms of the mid 1990s seem to be moving on this direction. A recent survey, for example, indicated that a majority of cost reduction at Toyota and other Japanese auto makers in 1993 to 1994 was contributed to by design simplification, as opposed to reduction of overhead, reduction of capital investment, or Kaizen activities. Thus, by the mid 1990s, "lean product design", or design simplification, had in fact become a main source of cost reduction for the Japanese auto makers struggling to regain their cost competitiveness. However, there have already been some cases in which excessive simplification of the new models, which apparently resulted in loss of product integrity, lack of product differentiation, perceived deterioration of design quality, etc., created customer dissatisfaction and loss in market share, despite their competitive prices. This seems to indicate that lean designs actually involve a subtle balancing, and that there is always a risk of overshooting on the other direction, or over-simplification of product design.
In this way, the international and inter-firm competition continues like an endless "industrial marathon" (Clark and Fujimoto, 1994). The manufacturing firms compete on the levels of price/ quality / service on the surface, but they are also competing on capability building at a deeper level. In such a dynamic competition, firms may adapt its capabilities to the environments only in the long run. As for less capable firms, significant gaps against high-performing rivals may persists for an extended period. And for more capable firms, as discussed in this paper ; there is a potential risk of over-accumulation of capabilities, which causes various side-effects such as fat designs. Such side effects may be concealed when other favorable conditions (e.g., continuous growth) exists, but the problems may suddenly surface when they changes.
In the existing literature of dynamic competition, there have been relatively many analyses on why the inter-firm differences persist, or why the less capable firms cannot quickly catch up with the more capable ones. This line of analysis would also need to pay attention to the other side of the dynamics, however : why more capable firms tend to overshoot, and why it is difficult for them to avoid such over-adaptation. The foregoing example of "fat product design" seems to provide an interesting case for further research in this regard.
Boyer, R. and Freyssenet, M. (1995) "The Emergence of New Industrial Models", Actes du GERPISA, numéro 15, Université d'Evry-Val d'Essonne, 75-142.
Chandler, A.D., Jr. (1990). Scale and Scope : The Dynamics of Industrial Competition. Harvard University Press, Cambridge U.S.
Clark, Kim B. (1985) "The Interaction of Design Hierarchies and Market Concepts in Technological Evolution." Research Policy 14 : 235-251.
Clark, Kim B. (1989) "What Strategy Can Do for Technology." Harvard Business Review, November-December, 94-98.
Clark, K. B. and Fujimoto, T. (1990). "The Power of Product Integrity." Harvard Business Review, November-December : 107-
Clark, K. B. and Fujimoto, T. (1991). Product Development Performance. Harvard Business School Press, Boston.
Clark, K. B. and Fujimoto, T. (1992). "Product Development and Competitiveness." Journal of the Japanese and International Economies. 6, 101-143.
Clark, K. B. and Fujimoto, T. (1994). "The Product Development Imperative : Competing in the New Industrial Marathon." Duffy, P.B., ed., The Relevance of a Decade. Harvard Business School Press.
Dosi, G. (1982) "Technological Paradigms and Technological Trajectories." Research Policy 11, 147-162.
Ellison, D. J., Clark, K. B., Fujimoto, T., and Hyun, Y. (1995) "Product Development Performance in the Auto Industry : 1990s Update." Harvard Business School Working Paper 95-066.
Fujimoto, T. (1991) "Product Integrity and the Role of Designer-as Integrator." The Design Management Journal, Vol. 2, No, 2, Spring, 1991. pp. 29 - 34.
Fujimoto, T. (1994a) "The Limits of Lean Production." Politik und Gesellschaft, Friedrich-Ebert-Stiftung, Germany, January, pp. 40-46.
Fujimoto, T. (1994b) "Reinterpreting the Resource-Capability View of the Firm : A Case of the Development -Production Systems of the Japanese auto Makers." Discussion Paper, Tokyo University Faculty of Economics. F-20. (Presented at Prince Bertil Symposium, Stockholm School of Economics, June)
Fujimoto, T. (1996) "The Dynamic Aspect of Product Development Capabilities : An International Comparison in the Automobile Industry," in Goto, A. and Odagiri, H., ed., Innovation in Japan. to be published from Oxford University Press, 1996)
Fujimoto, T. and Takeishi A. (1994) Jidosha Sangyo 21-seiki he no Shinario (The Automobile Industry : A Scenario toward the 21-st Century). Seisansei Shuppan, Tokyo (in Japanese).
Iansiti, M. (1993) "Real World R&D : Jumping the Product Generation Gap." Harvard Business Review, May-June.
Kuhn, T.B. (1970) Structure of Scientific Revolutions. University of Chicago Press.
Nelson, R.R., and Winter, S.G. (1982) An Evolutionary Theory of Economic Change. Belknap, Harvard University Press, Cambridge, U.S.
Nonaka, I. (1985) Kigyo Shinka-ron (The Theory of Corporate Evolution). Nihon Keizai Shinbun-sha, Tokyo (in Japanese).
Penrose, E.T. (1959) The Theory of the Growth of the Firm. Basil Blackwell, Oxford.
Takeishi, A. and Kawahara, E. (1994) "Shisutemu Antei to Dealer Shisutemu" (System Stability and the Dealer System). Business Review, Hitotsubashi University, Vol. 41, No. 3.
Teece, D.J., Pisano, G., and Shuen, A. (1992) "Dynamic Capabilities and Strategic Management." University of California at Berkeley working paper.
Womack, J., Jones, D.T. & Roos, D. (1990) The Machine that Changed the World. Rawson Associates, New York.